Ta objava naj ne bo sprejeta kot dokončna resnica; vsak naj raziskuje in preverja
Menu
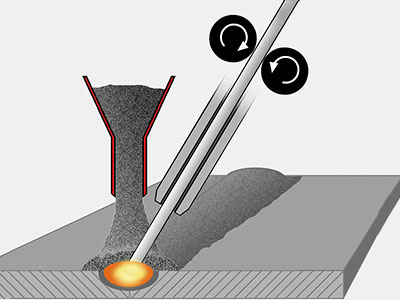
ELEKTRO OBLOČNO VARJENJE POD PRAŠKOM (SAW)
oznaka po ISO 4063
Submerged arc welding:
121 – SAW with wire electrode
122– SAW with strip electrode
123 – SAW with multiple wire electrodes
124 – SAW with metallic powder addition
125 – SAW with tubular cored electrode
126 – SAW with cored strip electrode
Tehnologija varjenja
Varilni prašek iz posode priteka skozi lijak, neposredno pred elektrodo. Pri tem je oblok popolnoma zakrit s praškom. Podajalna naprava potiska elektrodo z izbrano hitrostjo. Pri debelejših zvarih varjenje lahko poteka z dvema elektrodama ali z varilnim trakom. Za varjenje je potrebna še oprema za pozicioniranje in premikanje. Varjenje dolgih varjencev poteka tako, da se premikajo po varilni progi. Cisterne in ostali večji okrogli izdelki se pri varjenju vrtijo na prilagojenih pripravah. Pri tem je varilna naprava na konzolnem nosilcu. Pri varjenju širokih in dolgih pločevin je celotna naprava postavljena na posebnem vozičku (traktor), ki se premika po ustreznih vodilih.
Oprema:
vir enosmernega toka (usmerniki)
elektroda, pobakrena žica s premerom 1,6 do 5 mm (pri navarjanju se lahko uporabljajo tračne elektrode )
varilni prašek ( kisli, bazičen ali nevtralen )
podajalni mehanizem (potiska elektrodo skozi kontaktno pušo)
oprema za pozicioniranje in premik varjencev
Parametri:
Varilni tok je 100 do 2000 A. Za večjo storilnost je elektroda vedno na + polu. Krajša prosta dolžina elektrode dovoljuje večjo gostot varilnega toka (več kot 100 A/mm2).
Hitrost podajanja žice je 0.5 do 5,2 m/min.
Premer varilne žice je 1,6 do 5 mm.
Varilni prašek je bazičen in legiran z 0,5 do 1.8 % Mn. Poraba praška je 100 do 200% teže pretaljene elektrode.
Hitrost varjenja je 10 do 200 m/h.
.
Poslabšanje žilavosti, ki je posledica grobo zrnatosti strukture zvara se odpravi z dodajanjem legirnih elementov. Večinoma se dodaja Mn, in sicer v prašku 0.5 do 1,8 % in v elektrodi 0.5 do 9 %. Po končanem varjenju se najprej pobere neizrabljeni prašek (~ 30 %) in se na to odstrani še žlindra
Značilnosti postopka :
največja produktivnost
zelo dobra zaščita zvara
varjenje poteka avtomatizirano
nastane zelo čist, enakomeren in gladek zvar
z enim varkom se izdela zelo velik zvar
je zelo primeren za navarjanje izrabljenih površin