VARIVOST MATERIALOV
Varivost podaja sposobnost materialov za varjenje.
Varivost gradiva je njegova lastnost, da se ga da variti, spajati s
pomočjo varjenja.
Variti se da veliko vrst kovin in termoplastov, vendar nekatere
lažje kot druge.
Poznana varivost materiala se uporablja tudi:
– za določanje ustreznega postopka varjenja
– za primerjavo (pričakovane) končne kakovosti zvara (relativno
glede na druga gradiva).
ISO opredeljuje varivost v standardu ISO 581:2005
Weldability — Metallic materials — General principles, kot: “Šteje se,
da je kovina z določenim postopkom variva do določene mere in za
določene namene, če varjenje zagotavlja celovitost kovinskega
materiala do take stopnje, da varjeni deli ustrezajo postavljenim
tehničnim zahtevam, kot tudi zahtevam zaradi vplivov teh delov
na konstrukcijo, ki jih sestavljajo.“
O varivosti sklepamo na osnovi mehanskih in ostalih lastnosti, ki jih ima ter na osnovi obnašanja materialov med procesom varjenja. Lastnosti zvarov se preizkušajo podobno kot se preskuša osnovni material. Preskušajo se mehanske, kemične, fizikalne in tehnološke lastnosti po postopkih, ki so splošno znani in standardizirani. Pri zahtevnih konstrukcijah se opravijo še metalografski in preizkusi brez porušitve materialov. Pri tem ugotavljajo prisotnost nekovinskih vključkov in poroznost v zvaru ter spremembe strukture materiala v zvaru. Z defektoskopijo, preizkusi z ultra zvokom, rentgenskimi in gama žarki, ugotavljajo neprevarjenost, hladnie zvare in večje vključke plinov v zvarni coni.
Obnašanje osnovnega materiala med varjenjem je odvisno od:
- Postopka varjenja ( plamensko, uporovno, TIG, MIG, MAG, … )
- Varilni parametri (jakost in vrsta el. toka,polariteta, zaščitna atmosfera,… ).
- Vrsta dodajnega materiala ( sprejemljivost elektrod, sestava elektrod … ).
- Lastnosti osnovnega materiala
- Geometrijske oblike varjencev
Glede na varivost vse materiale razdelimo v štiri skupine:
- Materiali z garantirano varivostjo. Lastnosti zvarov se bistveno ne razlikujejo od lastnosti osnovnega materiala.
- Materiali z dobro varivostjo. Lastnosti zvarov niso bistveno slabši.
- Pogojna dobra varivost imajo materiali pri varjenju pod določenimi pogoji. Taki pogoji so lahko predgrevanje na določeno temperaturo, posebni dodajni materiali, toplotna obdelava po varjenju in podobno.
- Slaba varivost. V tem primeru so lastnosti materiala bistveno slabši ali celo nesprejemljivi.
VARIVOST JEKEL
Varivost jekel je zelo različna .
Odvisna je predvsem od:
- Kemične sestave
- % C
- % legirnih elementov
- Vsebnost P in S
- Vsebnosti plinov ( N, H, O )
- Strukture
Vsa jekla , ki vsebujejo do 0.25 % C imajo dobro varivost. Večji procent ogljika, pri ohlajanju, povzroča nastanek kalilnih struktur . Jeklo je manj plastično in je nagnjeno nastajanju razpok. To bistveno poslabšajo trdnost in žilavost zvara. Ti učinki so zlasti opazni, če je delež ogljika večji od 0,45 %.
Tudi legirni elementi vplivajo na nastanek kalilnih struktur. Njihov učinek se podaja z izračunanim ekvivalentnim ogljikom Ce (Carbon Equvivalent) po spodnji enačbi. V njej so deleži legirnih elementov vnesejo v procentih.
“s” je debelina varjenca.

Jekla se šteje za varivo če:
– CE≤ 0,50% za jeklo, pri kateri vsebnost C ≤ 0,12%,
– CE≤0,45% za jeklo, v katerem je vsebnost C> 0,12%
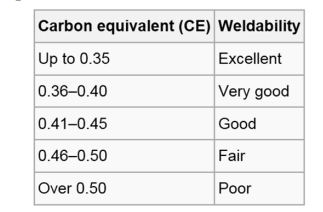
Ogljikov ekvivalent / ekvivalentna vsebnost ogljika / CE:
Varivost po Dearden-O’Neill-ovi formuli, se določi iz desne tabele
Prisotnost P in S bistveno poslabša žilavost zvara. Sulfidi in fosfidi, ki nastajajo so zelo krhki in imajo nizko tališče. Pri jeklih z garantirano varivostjo je delež P+S manjši od 0.07 %. Pri jeklih z dobro varivostjo je njihova vsebnost manjša od 0.12 %.
Prisotnost plinov ( H, N , 0 ) bistveno poslabša mehanske lastnost zvarov zato, ker tvorijo spojine.Posebna pozornost se posveča vodiku, ki pri ohlajanju ali pozneje povzroča nastanek notranjih razpok.
Vodik prihaja v zvar z vlažnimi elektrodami. Delež kisika je odvisen od pomirjenosti jekla. Jekla z garantirano varivostjo so posebno pomirjena.
PREGLED VARIVOSTI pomembnih materialov
Navadna nizkoogljikova jekla imajo dobro varivost.
Hitrorezna jekla so visoko legirana in vsebujejo 0,6 do 1,2 % C. Ta jekla imajo slabo varivost, zato se varijo s predgrevanjem na temperaturah do 400oC in naknadnim popuščanjem.
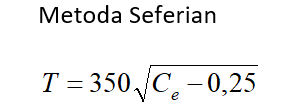
Za vsa jekla lahko izračunamo temperaturo predgrevanja po metodi Seferian.
Avstenitna jekla ( C 0.15, Ni = 9 do 10 in Cr 18 do 20 ) so nekaljiva in plastična, zato imajo dobro varivost. V nekaterih primerih lahko zvari rjavijo. Vzrok za to je napetostna korozija, ki se pojavi zaradi hladne deformacije ali sprememb mikrostrukture. Pojav se lahko odpravi z žarenjem pri 870 oC in odpravo notranjih napetosti.
Feritna jekla ( C 0,2 Cr = 4 do 25 ) nimajo strukturnih sprememb, zato imajo dobro varivost. V zvarnih conah, ki so bile ogrete v območju 870 oC, se pojavlja grobozrnatost in s tem poslabšanje žilavosti.
Martenzitna jekla vsebujejo večje količine C, Cr, Mn in ostali legirni elementi. Legirni elementi povzročajo, da imajo ta jekla po vsakem ohlajanju martenzitno strukturo. V zvaru se zato pojavljajo velike notranje napetosti in nastanek razpok in poslabšanje žilavosti. Varijo se s predgrevanjem do 250 oC in počasnim ohlajanjem po varjenju oziroma z naknadnim žarenjem nad 800 oC.
Siva litina ima veliko ogljika, je krhka in nagnjena tvorbi notranjih razpok. Uspešno se vari , če varjence segrejemo na temperaturi okrog 600oC in jih nato počasi ohlajamo. Pri tem se vari z debelimi elektrodami in večjimi tokovi. Elektrode v tem primeru so lahko iz sive litine. V hladnem se lahko vari tako, da uporabljamo Ni, FeNi ali monelove elektrode. Varjenje v tem primeru poteka s tankimi elektrodami in kratkimi ( 3 do 5 cm ) varki, katerih takoj pokujemo.
Baker – zaradi velike toplotne prevodnosti potrebuje močnejše vire toplote. Debelejše varjence varijo s predgrevanjem na 200 do 300o C . Zvar se izdela z enim varkom ali varita istočasno dva varilca . Baker, ki ni dezoksidiran ( vsebuje CuO), ima slabo varivost. V stiku z vodikom CuO tvori vodno paro, ki povzroča nastanek razpok.
Medi – zaradi hlapljivosti cinka imajo slabo varivost . Varjenje je boljše s predgrevanjem na 400 do 500oC. Pri tem uporabljajo elektrode iz Sn ali Al bronov.
Sn broni se varijo s predgrevanjem na 200 do 300o C. Varjenje poteka hitro brez veliko taline. Po varjenju zvar se žari pri temperaturah okrog 500oC.
Al in AI zlitine imajo slabo varivost. Vzroki za to so naslednji vzroki:
- Al ima veliko toplotno prevodnost In potrebuje močnejše vire toplote,
- Al ima veliko afiniteto do kisika in potrebuje zelo dobro zaščito,
- Al203 ima visoko tališče in potrebuje višje temperature, da se ne strdi,
- Al203 ima večjo specifično gostoto zato se hitro vrine v talino in s tem bistveno poslabša mehanske lastnosti zvara. Kvalitetni zvari dobimo po TIG postopku in uporabi izmeničnega varilnega toka. Dodajni material je lahko Al,Al+l % Mn ( za neutudljive zlitine ) in AlSi5 za utrudljive.