BRADAVIČNO VARJENJE
Ta postopek se uporablja v primerih, ko hočemo naenkrat zvariti varjence po večji zvarni površini.
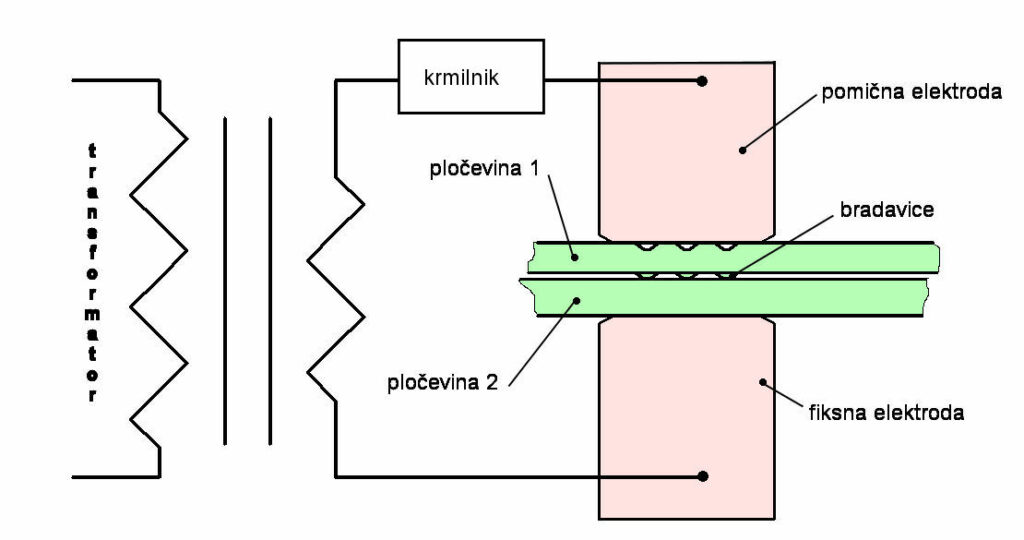
Oprema:
- varilni transformator
- krmilnik (za tok, silo stiskanja in čas varjenja)
- ploščate elektrode iz bakra
- oprema za oblikovanje bradavic
Elektrode so električno, toplotno in mehansko bistveno manj obremenjene kot pri točkovnem varjenju. Zato so iz čistega bakra. Postavljene so na varilni mizi tako, da se premikata obe ali samo ena. Varilni tokovi so nekoliko večji zato, ker so zvarne površine bistveno večje.
Višina vlečenja je odvisna od debeline pločevin. Oblike bradavic izberemo glede na obliko varjencev.
Potek postopka:
- priprava stičnih površin – z upogibanjem in globokim vlečenjem
- pozicioniranje varjencev in elektrod
- varjenje – podobno točkovnemu varjenju
Varilni parametri:
- oblika in dimenzije bradavic se izbirajo glede na debelino varjencev in vrsto materiala
- varilni tok
- pritisk elektrod
- čas pritiskanja in čas varilnega toka
Značilnosti postopka:
- bistveno hitrejše od točkovnega
- cenejše in bolj trajne elektrode
- boljši videz površine zvara – ni odtisov in ni sledov obžiganja
- manjši vpliv kakovosti površin na trdnost zvara
- lažje pozicioniranje varjencev
- postopek je primeren le za serijsko delo. Za vsak izdelek je portebno orodje in stroj za izdelavo bradavic.
Uporabnost postopka:
Postopek je primeren za varjenje drobnih in srednje velikih izdelkov iz mehkega ali nerjavečega jekla.
725