MIG in MAG POSTOPKA VARJENJA
Glede na standard ISO 4063
131 – MIG welding Metal-arc inert gas welding
135 – MAG welding; metal-arc welding with non-inert gas shield
Okrajšava MIG pomeni, da je elektroda neoplaščena, plin za zaščito pa je inertni Ar .
MAG pa pomeni, da je elektroda neoplaščena, plin za zaščito pa je aktivni plin CO2 .

Oprema:
- vir enosmernega ali pulznega toka
- krmilna omarica za nastavitev varilnih parametrov
- zaščitni plin je Ar (ne reagira s staljenim materialom ) ali CO2, ki reagira s staljenim materialom.
- elektroda je gola varilna žica ( navita na kolutu )
- podajalna naprava ( potiska elektrodo skozi gibljivo cev )
- varilna pištola z držalom na katerem
jeklenka z Ar in redukcijski ventil
gibljiva cev skozi katero gre Ar, elektroda, vodniki za varilni in krmilni tok ter voda za hlajenje
je krmilno stikalo
Varilni parametri
- varilni tok I = 100 do 400 A
- gostota var. toka > 100 A/mm2
- premer elektrode 1,2 do 2,4 mm
- hitrost elektrode 0,8 do 12 m/min
- hitrost varjenja 29 do 40 m/h
- zaščitni plin je dragi Ar
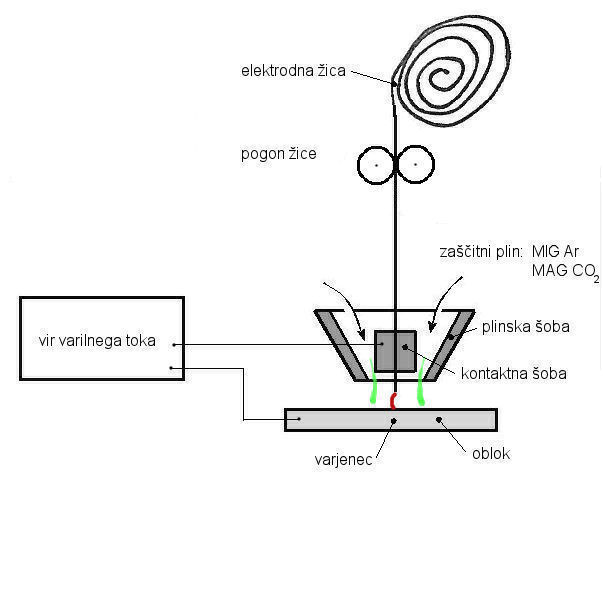


Elektroda je priključena na varilni tok v kontaktni šobi, ki je na koncu pištole. Zato je prosta dolžina elektrode zelo kratka. To omogoča večjo gostoto varilnega toka in s tem hitrejše taljenje elektrode.
Šoba skozi katero izteka zaščitni plin je keramična. Pri varjenju z večjimi tokovi (> 160 A) je šoba iz bakra in je hlajena z vodo.
Pri novejših napravah je v pištoli mehanizem za vlečenje elektrode. V takem primeru je zatikanje elektrode manj pogosto, cev pa je daljša ( do 8 m).
MIG postopek je varjenje z uporabo inertnih oziroma nevtralnih zaščitnih plinov. V Evropi se uporablja pretežno argon (Ar), v Ameriki pa uporabljajo helij (He). Čistost argona za varjenje mora biti 99,99 %. Tudi argon je težji od zraka, a nekoliko manj kot CO2 , prav tako je brez barve, vonja in okusa ter je negorljiv, shranjen je v jeklenkah, barva na vratu jeklenke je temno zelena. Shranjen je v plinastem stanju pod tlakom 200 barov, pri novih jeklenkah pa je tlak celo višji.
MAG postopek :Oprema in varilni parametri so pri tem postopku popolnoma enaki kot pri MIG postopku. Razlika je le v zaščitnem plinu, ki je v tem primeru aktivni CO2. Izraz aktiven pomeni, da CO2 delno reagira s staljenim materialom.
Nastali kisik povzroča delno oksidacijo staljenega materiala. Pri tem se sprošča dodatna toplotna energija, ki vpliva tudi na obliko zvara. Pri varjenju lahkih kovin in njihovih zlitin oksidi bistveno poslabšajo lastnosti zvara. Zato se ta postopek pri njih ne uporablja.
Zvar narejen s CO2 je bistveno širši, pri argonu pa ožji in globlji.

Boljše oblike in lastnosti zvara se dosežejo pri uporabi naslednjih plinov:
- za Al, Mg in njihove zlitine – čisti Ar
- za nerjaveča jekla – Ar + 5 % O2
- za navadna jekla – mešanica Ar = 80 %, O2 = 5 %, CO2 = 15 %
Vir: url: http://www.razvoj-upd.si/wp-content/uploads/2017/07/10.-MIG-MAG-VARJENJE.pdf
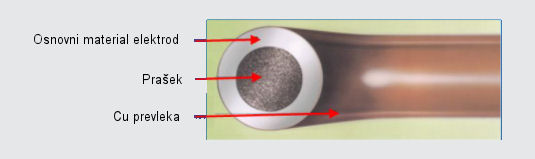
Dodajni material
za varjenje je torej varilna žica iz različnih kovinskih materialov in različnih dimenzij, navita na kolut. Osnovno vodilo pri izbiri varilne žice je vrsta osnovnega materiala. Kemijska sestava žice naj bo torej čim bolj podobna varjencu. Žica za varjenje splošnega konstrukcijskega jekla je navadno prevlečena s tankim slojem bakra, ki zagotavlja boljšo električno prevodnost in korozijsko obstojnost. Podatke o parametrih varilne žice najdemo na embalaži, vrsta in premer varilne žice sta tudi na nalepki na kolutu, lastnosti pa lahko poiščemo tudi v katalogu proizvajalca. Pri nas dodajne materiale za varjenje proizvaja podjetje Elektrode Jesenice, d. o. o. Seznam z lastnostmi njihovih produktov je dostopen na spletni strani proizvajalca:
http://sij.elektrode.si/sl/produkti/zica-za-varjenje-v-zascitnem-plinu/zica-za-varjenje-v-zascitnem-plinu/
Najbolj uporabna varilna žica za varjenje splošnega konstrukcijskega jekla je VAC 60. V zadnjem času se povečuje uporaba tudi tako imenovanih polnjenih varilnih žic. Te se lahko uporabijo v kombinaciji z zaščitnim plinom ali brez njega. Varilna žica tvori žlindro, ki jo je potrebno odstranjevati. Žico imenujemo tudi strženska žica. Na povezavi je prodajni katalog omenjene varilne žice:
http://sij.elektrode.si/sl/produkti/polnjene-zice/polnjene-zice/

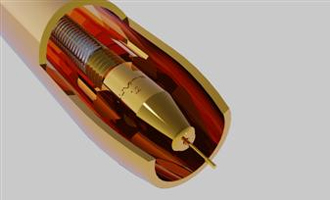
Izdelava strženskih elektrod:
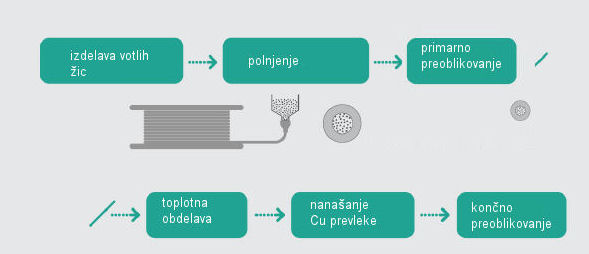
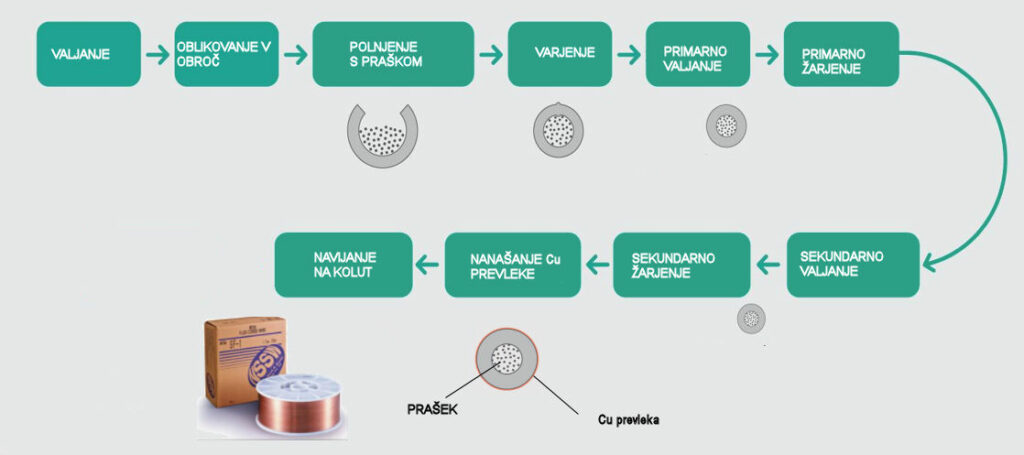
Vir: SIJ Elektrode
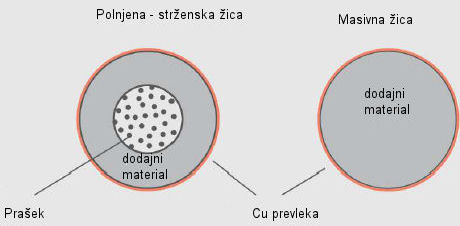
Polnjene -strženske žice
Razvrščene so v standardih: SIST EN 758 in SIST EN 12071.
Polnjene žice združujejo dobre lastnosti ROV in varjenja z masivnimi
žicami.
Vzroki za večjo uporabo polnjenih žic:
večja produktivnost varjenja zaradi večje hitrosti odtaljevanja
odtaljevanje kapljic
poteka po zunanjem plašču žice, kar povzroča širši oblok
omogoča dodajanja legirnih in mikrolegirnih elementov
Polnjene žice so sestavljene iz kovinskega plašča in polnila v sredini žice. Vloga polnila je podobna kot vloga plašča pri elektrodah za ROV:
zaščita vara,
počasnejše ohlajanje zaradi žlindre
dodatno dolegiranje,
čiščenje vara,
stabilizacija obloka.
Polnjene žice ločimo po načinu izdelave na strženske in zavite polnjene žice.
Polnjene žice ločimo po načinu varjenja na:
- MIG-MAG žice za varjenje z zaščitnimi plini- princip varjenja je podoben MIG-MAG varjenju, nekoliko morajo biti spremenjena le pogonska kolesa za žico. Količina porabljenega zaščitnega plina se veča z dolžino prostega konca varilne žice, s tem se veča tudi produktivnost.
- na žice za varjenje pod praški
- na samozaščitne žice tu zaščito vara zagotovi sama sestava polnila, kar pomeni da ne potrebujemo zaščitnega plina. Pri teh žicah je zelo pomembno dobro prezračevanje, saj so varilni plini zelo strupeni. Mehanske lastnosti teh žic so nekoliko slabše in tudi tehnologija varjenja je zahtevnejša.
Polnjene žice glede na vrsto polnila
RUTILNE polnjene žice, odlikuje jih
- dobra varivost,
- pršeč oblok,
- povprečne mehanske lastnosti.
Primerne so za varjenje kotnih varov in za varjenje v vseh pozicijah. Niso primerne za varjenje varjencev debeline nad 45mm.
Zaščitni plin:
1.C02 lahko
2.mešanica Ar: C02 = 82:18.
Običajno varimo v desno, le korenske varke v levo.
BAZIČNE polnjene žice:
- slabša varivost – slabše so za varjenje v prisilnih legah,
- Primerne so za varjenje vseh debelin.
- Prehod materiala je srednje velikih in velikih kapljicah,
- Brizganje je večje, kot pri rutilnih.
- Imajo odlične žilavosti tudi pri nizkih temperaturah.
- Brizganje zmanjšamo z varjenjem z impulznimi aparati in mešanico zaščitnega plina
Ar: C02 = 82:18.
Običajno varimo v desno, le korenske varke v levo.
METALNE polnjene žice,
- v polnilu prevladujejo kovinski materiali,
- pri varjenju ne nastane skoraj nič žlindre, zato so primerne za več- varkovno varjenje brez odstranjevanja žlindre.
- Zelo dobra je za varjenje v vseh pozicijah.
- Žilavosti so nekoliko slabše od bazičnih in boljše od rutilnih.
- Izkoristki pri varjenju so višji kot pri rutilnih in bazičnih, kar zveča produktivnost.
- Zaščitni plin:
- C02
- mešanica Ar: C02 = 82:18.
- Z metalno polnjeno žico lahko varimo v levo in desno.
Polnjene žice so zelo uporabne tudi za navarjanje zaradi produktivnosti navarjanja velikih površin kot so deli bagrov, plošče mešalcev in podobno.
Vir: SIJ Elektrode
VARJENJE Z ZAŠČITNIMI PLINI
Varilne žice in palice so razdeljene po različnih standardih:
• za MAG varjenje EN ISO 14341-A ( EN 440), TIG: EN ISO 14341-A
• za MIG in TIG EN ISO 14343,
• zaščitni plini so navedeni v EN ISO 14175 ( predhodni EN 439)
ZAŠČITNI PLIN | OSNOVNI MATERIAL | OPOMBE |
C02 | NELEGIRANA KONSTRUKCIJSKA JEKLA | GROBOKAPLJIČAST PREHOD DODAJNEGA MATERIALA NIZKA CENA |
82%Ar+18%C02 | NELEGIRANA IN NIZKOLEGIRANA JEKLA | FINOKAPLJIČAST PREHOD DODAJNEGA MATERIALA , MANJŠE BRIZGANJE. |
Ar+5%C02+5%02 | OGLJIKOVA NIZKOLEGIRANA JEKLA | KRATKOSTIČNI IN PRŠEČ OBLOK. ZELO MAJHNO BRIZGANJE MED VARJENJEM. |
Ar+1%02 | NERJAVNA JEKLA | SPAJANJE ZVARNIH ROBOV. PRŠEC PREHOD DODAJNEGA MATERIALA |
Ar+2%02 | NERJAVNA JEKLA | BOLJŠA STABILNOST OBLOKA . PRŠEČ PREHOD DODAJNEGA MATERIALA. |
Ar+( 5-10 )%H2 | NERJAVNA JEKLA | POVEČUJE GLOBINO UVARA. PRŠEC PREHOD DODAJNEGA MATERIALA. |
ARGON ČISTI | ALUMINIJ IN NJEGOVE ZLITINE | MINIMALNO BRIZGANJE IN STABILEN OBLOK |
25%Ar+75%He | ALUMINIJ IN NJEGOVE ZLITINE | VEČJA VNESENA ENERGIJA. ZATO PRIMERNA ZA VARJENCE VEČJIH DEBELIN. |
MIG postopek | MAG postopek |
Značilnosti | |
· zelo dobra zaščita · nastane čist in gladek zvar · enostavna avtomatizacija · primeren za navarjanje * slaba stran – drag Ar | vse enako kot pri MIG razen: · slabše mehanske lastnosti, · vključki oksidov pri varjenju lahkih kovin, · cenejši od MIG postopka |
Uporabnost | |
· lahke kovine in njihove zlitine · nerjaveča in legirana jekla · primeren za navarjanje izrabljenih elementov. | · navadna jekla, · manj zahtevni zvari iz lahkih kovin in zlitin ter nizko legiranih jekel. |
Novejše varilne naprave omogočajo izdelavo točkastega zvara – punktiranje. | |