Ta objava naj ne bo sprejeta kot dokončna resnica; vsak naj raziskuje in preverja
Menu
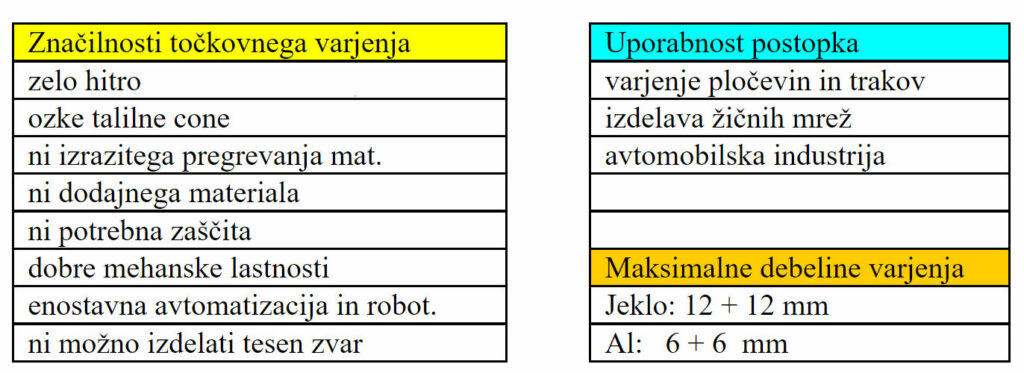
TOČKOVNO VARJENJE
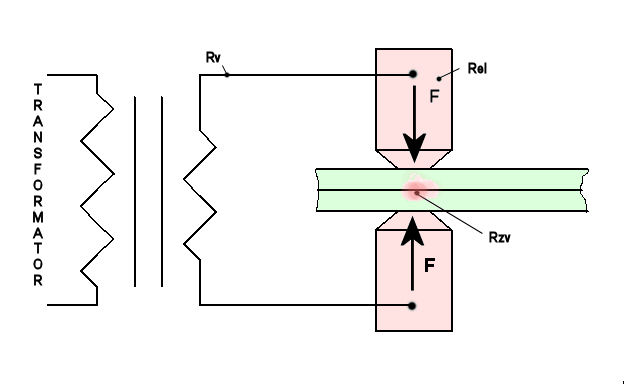
Točkovno varjenje je najbolj razširjen postopek uporovnega varjenja.. Bistvo postopka je v tem, da dve bakreni elektrodi stisneta varjenca (dve pločevini), zaradi velikega električnega toka se tam material segreje in zaradi pritiska elektrod nastane zvar. Površine pločevine morajo biti čiste, brez oksidne plati.
Postopek se največ uporablja v avtomobilski industriji in je v tem času eden od najbolj robotiziranih postopkov
Elektrode
So obremenjene:
mehansko (tlak)
toplotno
obrabno
Imeti morajo:
nizko električno upornost
dobro obrabno odpornost
dobro toplotno prevodnost
Zgrajene so iz Cu zlitin (CuCr, CuCrZr, WCu- sintrane, CuCd, CuCoBe)
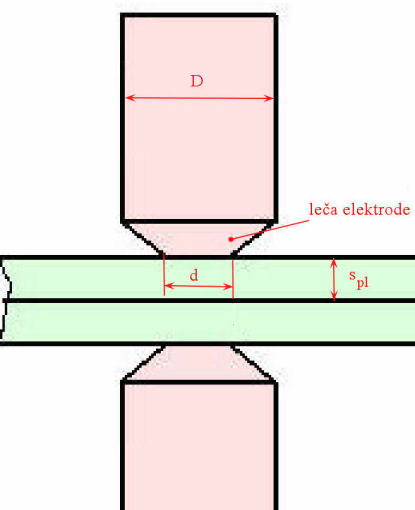
Elektrode so vodno hlajene. Za boljši električni stik morajo imeti pravilno oblikovano konic
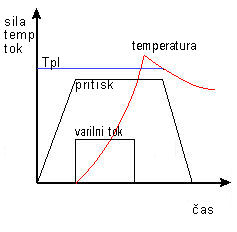
Potek postopka:
Priprava in pozicioniranje varjencev. Površina varjencev mora biti čista.
Elektrode z določeno silo stisnejo varjenca, ki sta preklopno postavljena.
Krmilnik vključi varilni tok – nekaj period.
Ko je temperatura zvara nižja od temp. plastičnosti materiala, se pritisk odstrani.
* Lahko sledi še dodatno segrevanje za normalizacijo zvara.
tp – čas pritiska
tv – čas varilnega toka
tz – čas zadrževanja
Parametri:
Napetost je od 4 do 6 V. Višje napetosti povzročajo lahko nastanek obloka.
Jakost el. toka se izbira glede na vrsto materiala in debelino varjencev. (I = do 10.000 A).
Čas varjenja je čim krajši (tv – v PER ).
Pritisk elektrod je potreben za doseganje dobrega električnega stika in za nastanek zvara.
Premer bakrene elektrode D (mm)
Premer leče elektrode d (mm)
Sila na elektrodah F (kN)
Jakost varilnega toka I (kA)
Čas varjenja 1P=0,02sek
t (P)
Natezno strižna trdnost zvarnega spoja Fn,s (daN)
k..1250 A/mm2 konstanta za jekleno pločevino
p (N/mm2), dopusten tlak med elektrodo in varjencem, priporočena vrednost 70 -120 N/mm2
S… ploščina leče elektrode (mm)
spl… debelina pločevine (mm)
t .. čas varjenja v periodah (PER) 1 PER = 0.02 s
Načinov točkovnega varjenja je veliko. Za varjenje žičnih mrež se uporablja več točkovno varjenje. Varjenje s slepo elektrodo je primerno za varjenje širokih pločevin.