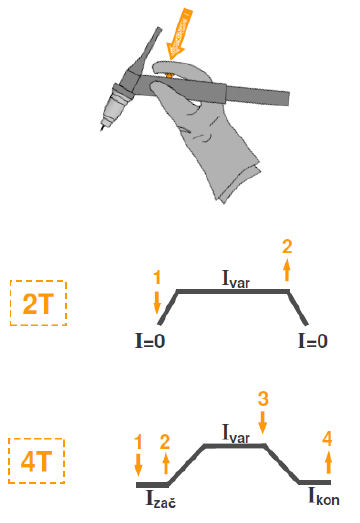
Začetni tok (Is)– Nastavitev, ki je običajno nastavljena 35% od glavnega varilnega toka in služi za vzpostavitev obloka ter je tudi časovno nastavljiva. Namen te funkcije je tudi, da se pri vzpostavitvi obloka zmanjša obraba konice in da pri ročnem varjenju lažje vidimo, kako moramo usmeriti oblok na meso varjenja.
Čas naraščanja toka (tup):Čas naraščanja toka je nastavljen 0,1–0,5s. Pri štiritaktnem načinu varjenja pa je poljuben, ker ga s tipko držimo poljubno časa, če nam to omogoča sam varilni izvor. Če varimo spenjalne varke je čas naraščanja toka minimalen, da v najkrajšem možnem času naredimo točko in pri tem ne pregrevamo materiala.
Varilni tok (I₁): Glavni varilni tok se nastavi odvisno od debeline in kvalitete (vrste) osnovnega materiala. Pri nerjavečem jeklu je za 1mm debeline približno nastavitev toka 40A. Če uporabljamo visoko pulzno frekvenco, se to razmerje poveča in potrebujemo nastavitev glavnega varilnega toka višjo, ki je odvisna od število pulzov (Hz). Varilni tok je tudi nekoliko pogojen z debelino volframove elektrode.
Reducirni varilni tok (I₂)Namen je, da v trenutku, ko želimo imeti nižji varilni tok in ne želimo prekinjati varjenje, potisnemo gorilnik za vžig obloka naprej in pri tem tok v trenutku pade za vrednost, ki jo nastavimo v procentih glede na glavni tok. V praksi je velikokrat v uporabi 50% reducirni tok, ko želimo dodati več dodajnega materiala pri varjenju večje špranje ali nastale luknje. Funkcija je aktivna samo pri štiritaktnem varjenju.
Padanje toka (Idown)Nastavitev služi za lepši zaključek varjenja brez zajede. Čas padanja toka je običajno daljši od začetnega toka in je od 0,5–1,5s. Za aplikacije, ki so varjene v avtomatskem ali robotiziranem režimu je ta nastavitev zelo pomembna. Ne želimo, da so vidni prehodi ob zaključku prevara. To je primer, če varimo cev z avtomatskim dodajanjem hladne žice, in ko se zvar sklene, je potrebno talino postopoma ugašati, nekoliko pred končnim varjenjem se ugasne tudi podajanje žice. Popolnoma enako je tudi pri ročnem varjenju.
Zaključni tok (IE):Nastavimo ga na minimalno vrednost glede na glavni tok in je običajno 20% ali celo 10% . Za ročno aplikacijo je nastavitev lahko tudi 30% od glavnega toka, odvisno, kako je pomemben vizualni videz vara. Zaključni tok nam služi pri ugašanju obloka, da nimamo vidnega kraterja na kocu zvara. Dodatne nastavitve:Naštete so še dodatne nastavitve, ki pa se razlikujejo od posameznega proizvajalca varilne opreme. Sodobni varilni izvori pa imajo še mnogo več uporabnih nastavitev:
– pulzna frekvenca (DC)
– razmerje pulzne frekvence glavnega in reducirnega toka
– pulzna frekvenca (AC) pri aluminiju
– opcija avtomatskega dodajanja hladne žice
– čas visokofrekvenčnega vžiga
– čas trajanja frekvence za spenjalne zvare (točkovno varjenje)
– čas predpihovanja in zapihovanja plina
– shranjevanje varilnih programov
– avtomatsko oblikovanje volframove elektrode za AC varjenje
– priklop za digitalno povezavo z avtomatom ali robotom