Ta objava naj ne bo sprejeta kot dokončna resnica; vsak naj raziskuje in preverja
Menu
SOLEŽNO OBŽIGALNO VARJENJE
Ta postopek je zelo podoben soležnemu varjenju. Uporablja se za varjenje varjencev z večjimi preseki.
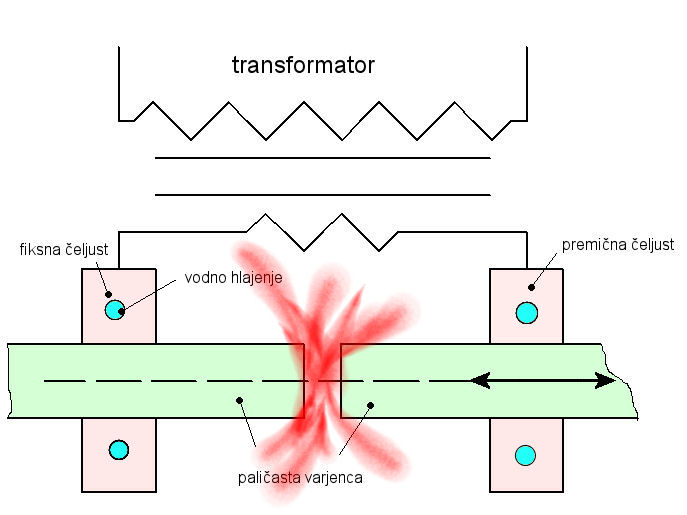
Oprema:
Je enaka kot pri soležnem postopku. Razlika je le v elektrodah, ki so tu močnejše in so vodno hlajene. Pri debelejših varjencev se uporablja še en par elektrod (čeljusti) iz jekla. Njihova naloga je razbremeniti Cu elektrode pri večjih meh. obremenitvah. Tudi varilni transformatorji so pri tem postopku večji in močnejši.
Višje temperatura omogoča večje iztiskovanje materiala iz zvarne cone. Neprevarjenosti in oksidnih vključkov je pri tem postopku bistveno manj. Material ob zvaru ostane trši od materiala v zvarni coni zato, je nakrčenje bistveno manjše.
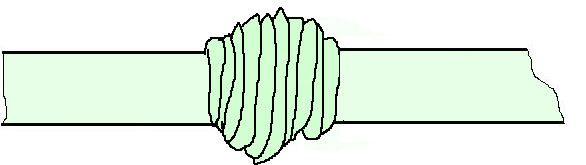
Pri tem postopku nastane grebenast zvar, ki se obseka takoj na samem varilnem stroju ali na posebni obsekovalni napravi.
Grebenast zvar pred obdelavo
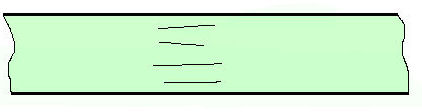
Zvar po obdelavi
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, lu
Potek postopka:
– Pozicioniranje varjencev
– Predgrevanje – pri debelejših varjencih in legiranih jeklih.
– Obžiganje
– Varjenje – varilni tok se izključi, sledi večji pritisk, pri katerem prihaja do večjega izstiskovanja segretega materiala. Pritisk se odstrani ko je zvar dovolj ohlajen.
– V večini primerov sledi dodatni pritisk in impulz el. toka za odstranitev notranjih napetosti oziroma normalizacijo zvara.
– Obdelava grebena zvara z obsekovanjem, to se opravi takoj, ko je material še v testastem stanju.
Bistvena razlika med soležnim in obžigalnim varjenju je faza obžiganja. Z izmeničnim premikanjem sani, se med varjenci vzpostavlja kratek stik. Velika gostota el. toka povzroča hitro taljenje in uparjanje materiala. Plini, ki pri tem nastajajo, odnašajo kapljice staljenega materiala. Po obžiganju sta zvarni površini čisti in se povsod dotikata. Predhodna priprava zvarnih površin je nepotrebna.
Značilnosti postopka:
– bistveno hitrejši od soležnega varjenja,
– ni potrebna priprava čel. površin,
– večje iztiskovanje materiala iz zvarne cone, zato je manj vključkov in neprevarjenosti
– boljše mehanske lastnosti
– ožja talilna cona
Uporabnost postopka:
Postopek je primeren za varjenje vseh vrst jekel, Al, Cu in njihovih zlitin. Med seboj se lahko varijo tudi različne vrste jekel in elementi z različnimi preseki. Razlike v temperaturi segrevanja različnih materialov oziroma različnih presekov se odpravijo z različnim oddaljevanjem elektrod od zvarne cone. Postopek je primeren za serijsko varjenje paličastih izdelkov večjih presekov (debelejše verige, svedri, gredi in osi, obroči koles..).