ROČNO OBLOČNO VARJENJE
MMA (Manual Metal Arc)
Glede na standard 4063 je oznaka za ročno obločnega varjenja z oplaščenimi elektrodami
prva izdaja leta 1978
111– Metal arc-welding with covered electrode
druga izdaja leta 1990
111 – MMA-Manual metal arc welding (metal arc welding with covered electrode)
Ročno obločno varjenje je najbolj vsestranski in preprost postopek. Uporablja se za varjenje skoraj vseh materialov in za izdelavo od najmanj do najbolj zahtevnih zvarov:
- velike konstrukcije, montažni spoji pri konstrukcijah,
- debeli nosilni vari,
- ladjedelništvo,
- navarjanje,
- cevovodi za vodo, plin, nafto…,
- različni materiali; konstrukcijska jekla, orodna jekla, nerjavna jekla, aluminij, siva litina…
V Sloveniji je priljubljena metoda v industriji in med obrtniki zaradi svoje preproste opreme in zanesljivosti.
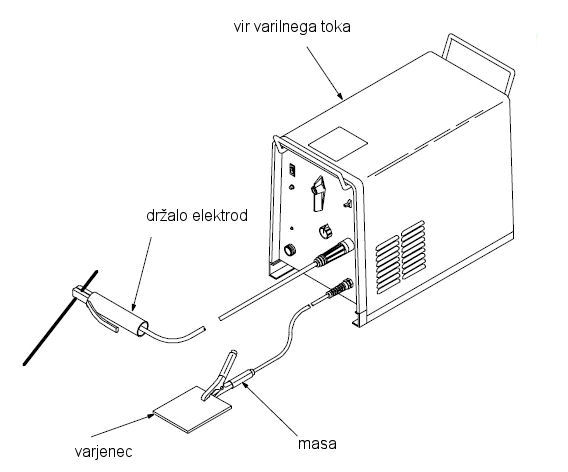
RO varjenje se lahko izvaja tako v proizvodnih obratih kot na prostem, zaradi česar je vsestransko in priljubljeno pri različnih vrstah projektov. Postopek je dovolj preprost, da ga lahko izvajajo tudi manj izkušeni varilci, saj je oprema enostavna in prenosljiva. Ocenjuje se, da skoraj polovica vseh varilnih aplikacij poteka na ta način. Pri varjenju električni oblok ustvarja toploto, ki stopi elektrodo, njen zaščitni plašč ter osnovni material, kar omogoča močan in trajen zvar. Elektroda je vpeta v držalo, ki je preko kabla povezano na en pol vira varilnega toka, medtem ko je drugi pol priključen na varjenec, kar omogoča vzpostavitev električnega oblok
Glavne prednosti RO varjenja:
- Vsestranskost: Primerna je za različne vrste kovin, kot so jeklo, lito železo, aluminij in druge.
- Prenosnost: Oprema je relativno preprosta in prenosna, kar omogoča uporabo na terenu.
- Odpornost na vremenske razmere: MMA varjenje lahko poteka tudi v slabih vremenskih pogojih (veter, dež).
- Dostopnost in nizki stroški: Zaradi nizkih začetnih stroškov in enostavne uporabe je priljubljeno v industriji in tudi pri domačih uporabnikih.
Slabosti RO varjenja:
- Večja količina dima in hlapov: Zaradi tega je potrebno dobro prezračevanje.
- Manjša hitrost varjenja: Primerjalno z drugimi metodami, kot je MIG ali TIG varjenje, je proces počasnejši.
- Občutljivost na kakovost elektrode: Kakovost vara je močno odvisna od izbire in kakovosti elektrode.


RO varjenje je pogosto pri težkih konstrukcijah, kot so mostovi, cevovodi, jeklene konstrukcije in v popravilih težke opreme.


ELEKTRODE ZA ROV
Vir: SIJ elektrode
Dodajne materiale izberemo glede na vrsto osnovnega materiala in uporabo konstrukcije. Obstaja veliko vrst oplaščenih elektrod. Po vrstah so razvrščeni v standardih: SIST EN ISO 2560-A(EN499) je standard za ROV nelegiranih in finozrnatihjekel, EN ISO 3580-A(EN1599)-standard za ROV materiali obstojni nalezenje
•SISTEN1600zanerjavnajekla…,Poleg evropskih pa se velik ouporabljajo tudiameriške norme AWS
CELULOZNE ELEKTRODE
- Celulozne elektrode imajo vmasi plašča dodano celulozo
- Uporabljajo se zavarjenje cevi večjih premerov-največ v naftni industriji.
- Elektrodo odlikuje dober uvar in varjenje v vseh legah.
- Glede na mehanske zahteve vara je lahko dodatnolegirana z Mn, Mo, Ni al ikombinacijo.
(CELEX,CELEXMn,CELEXNi..).
KISLE ELEKTRODE
- V elektrodnem plašču so tudi oksidi železa, mangana, silicija ter drugih dezoksidantov.
- Odtaljujejo se zelo hitro v obliki finih kapljic.
- Zvari so homogeni z gladko površino.
- Varimo z izmeničnim in enosmernim tokom.
- Mehanske lastnosti so zadovoljive, čeprav imajo od vseh vrst najnižje vrednosti.
- Pri varjenju so manj občutljive na korozijo-rjo na površini varjenca (RAPID, NEUTRAL)
RUTILNE ELEKTRODE
- Večji del v plašču rutilnih elektrod je naravni rutil, različni drugi minerali in ferolegure, večina vsebuje tudi železov prah- če so visokoproduktivne, je le tega več.
- Podvrste so rutilno-celulozne, rutilno kisle, rutilno bazične.
- Odtaljujejo se v večjih kapljicah, kar omogoča varjenje zvarnih žlebov z večjo špranjo.
- Rabijo nizko varilno napetost in lahko vžigajo. Žlindra odstopa zelo dobro.
- Mehanske lastnosti zvarov so dobre, varimo pa lahko z izmeničnim in enosmernim tokom. Z njimi lahko varimo v vseh legah, v pokončni legi od zgoraj navzdol.
- Paziti moramo na zadostno jakost varilnega toka, da ne pride do vključkov žlindre v zvaru.
- (RUTILEN 13, RUTILEN X, RUTILEN 2000, SAVA 130-200, ETiMo…RUTILEN 1000S,
JADRAN S…)
BAZIČNE ELEKTRODE
- Plašč je sestavljen na osnovi karbonatov z dodatkom jedavca.
- Varilno-tehnične karakteristike kot npr. prehod materiala, vžig, odstopanje žlindre so nekoliko slabše v primerjavi z rutilnimi.
- Zelo dobre mehanske lastnosti zvarov: žilavost pri nizkih
temperaturah- primerne so za varjenje zahtevnih konstrukcij- mostovi, kotli, nosilne konstrukcije kovinskih objektov…
- S temi elektrodami varimo lahko v vseh legah,
- varilni tok je običajno (+) pol na elektrodi. Le v izjemnih primerih lahko tudi izmenični tok, osnovni pogoj je, da ima varilni transformator napetost praznega teka večjo od 70 V. (na – tok le v primerih, ko se želi čim manjši uvar).
- (EVB 50, EVB 55, EVB CuNi, EVB 100, EVB CrMo, EVB MO, EVB MoV, SAVA 150B…)
Razdelitev elektrod glede na uporabo po materialih in namenu, vsako področje je določeno v svojem standardu
Nelegirane ( kisle, rutilne, bazične, celulozne) EN ISO 2560 Drobnoznate in za uporabo pri nižjih temperaturah (bazične) EN ISO 2560 drobnozrnat visokotrdnostne ( bazične) EN ISO 18275
obstojne proti lezenju- uporaba za termo-energetiko (bazične, rutilne le za korenske varke) EN ISO 3580
LASTNOSTI IN UPORABA OPLAŠČENIH ELEKTROD
Označba – tok | sestava | dobre lastnosti | slabe lastnosti | Uporabnost |
A KISLE | SiO2 in oksidi | Produktivne, prenesejo velik tok, lahko odstranjevanje žlindre. | Slabe varilne lastnosti, razpoke v in ob zvaru, niso primerne za jekla, ki vsebujejo P in S. | Primerna za prisilne varilne lege. Varimo z ~, +, – polom na eklektrodi |
B BAZIČNE
| CaO, CaF2 | Odlične mehanske lastnosti, najboljša žilavost odstranjujejo P in S iz Zvara. | Nestabilen oblok, higroskopične, zato je potrebno elektrodo pred varjenjem sušiti (350 do 420 stopinj celzija)
| Tam ker se zahtevajo dobre mehanske lastnosti. Primerne za + pol. |
R in RR RUTILNE ~ Kisla ali bazična | TiO2 | Najboljše za izmenični tok, lep gladek zvar, lahko odstranjevanje žlindre, zelo stabilen oblok. | Slabša trdnost in žilavost zvara v primerjavi z bazičnimi elektrodami. | Univerzalna elektroda, primerna za vse lege
|
C CELULOZNE ~, + | 30% celuloze, veliko plinov | Elektroda se hitro odtaljuje, žlindra lepo oblikuje zvar in se lahko odstranjuje. .
| Nestabilen oblok, slabše meh lastnosti, vodik v zvaru razpoke. | Varjenje cevi, korenski zvari, primerna za navpično navzdol.
|
O OKSIDNE ~, = Oksidna žlin. | Fe2O, SiO2 | Zmanjšajo % C v zvaru, žlindra odpade sama, najlepši zvar. | Najslabše mehanske lastnosti. | Tam, kjer je videz zvara pomembnejši od mehanskih lastnosti. Za zasilno rezanje. |
S POSEBNE | V to skupino spadajo elektrode: · z večjo produktivnostjo · za navarjanje · za žljebljenje · za prisilne varilne lege | simbol +. -. ~ podajajo primernost elektrode za + in ~ polariteto za izmenični tok | ||
Razdelitev elektrod po dimenziji
1.0 = 1,6 mm | (200; 250) mm |
2.0 = 2,0 mm | (250, 300) mm |
3.0 = 2,5 mm | (250, 300, 350) mm |
4.0 = 3,25 mm | (300, 350, 450) mm |
5.0 = 4,0 mm | (350, 450, 600, 700) mm |
6.0 = 5,0 mm | (450, 600, 700) mm |
7.0 = 6,0 mm | (450, 600, 700) mm |
8.0 = 8,0mm | (450, 600, 700) mm |
Po debelini elektrodne obloge razdelimo elektrode na tanko, srednje in debelo oplaščene. Debelina elektrodne obloge vpliva na izkoristek pri varjenju in varilne lastnosti
Vrste elektrod | Faktor oplaščenja D/ d D zunanji premer elelektrod d- premer elektrodne žice |
tenko oplaščene elektrode | manj kot 1,2 |
srednje debelo oplaščene elektrode | 1,2- 1,4 |
debelo oplaščene elektrode | nad 1,4 |
Po namenu ločimo
- elektrode za zvarjanje,
- navarjanje in
- elektrode za žlebljenje, rezanje in gretje.
- Po vrsti osnovnega materiala za katerega so namenjene – razdelitev sem prikazala v tabeli s standardi
- Po stopnji avtomatizacije – ročno (vse navadne vrste elektrod) polavtomatsko (elektrode za gravitacijsko varjenje).
- Zvari so nagnjeni poroznosti, če so elektrode vlažne ali če varimo s predolgim oblokom. Poleg tega pri varjenju z vlažnimi elektrodami vnesemo v zvar vodik, ki povzroča krhkost zvara in pokljivost v hladnem.
- Elektrode moramo pred uporabo presušiti po navodilih proizvajalca. V splošnem zadostuje temperatura 350°C v času 2h, če so bile elektrode pravilno skladiščene. Če pa so bile elektrode skladiščene dalj časa (npr. leto ali več) ali pa v odprti embalaži in v vlažnih prostorih, pa jih moramo sušiti vsaj eno uro na 420°C.
TEHNOLOGIJA VARJENJA IN PARAMETRI
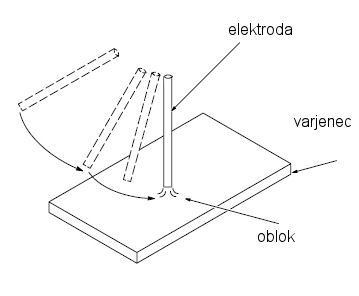
Vzpostavljanje obloka
Oblok se v praksi vzpostavlja s kratkim stikom. Z elektrodo za kratek čas dotakne na površino varjenca. Zaradi velikega (kratkostičnega) toka se material hitro segreje, natali in delno upari. Takoj nato se elektroda odmakne na določeno oddaljenost. Elektroni, ki izstopajo iz segretih površin, se zaradi električnega polja med elektrodo in anodo začnejo usmerjeno gibat. Če elektrodo odmaknemo preveč, se tokokrog razklene in postopek moramo ponoviti.
Varilni tok
Jakost varilnega toka pri RO varjenju je običajno določena glede na premer elektrode, in sicer približno od 30 do 40 A na milimeter premera elektrode. Gostota varilnega toka je od 30 do 50 A/mm², pri čemer optimalno jakost navadno priporoča proizvajalec elektrode. Pravilno izbran tok omogoča zvar, ki je simetričen, gladek, enakomeren, in z globino približno 30 % premera elektrode.
Pri premajhnem varilnem toku:
- Plitka penetracija (uvar),
- Slaba kakovost zvara,
- Nepopolno in težavno varjenje,
- Grob in kapljičast prehod kapljic kovine,
- Visoka in neenakomerna površina zvara,
- Možnost vključkov žlindre v zvaru.
Pri prevelikem varilnem toku:
- Povečana globina zvara,
- Razširjena in široka oblika vrha zvara,
- Prisotnost kapljic in zareze ob robu zvara,
- Prekomerno izgorevanje plašča elektrode, zaradi česar plašč ne opravi svoje zaščitne funkcije,
- Možnost nastanka grobo zrnate strukture zvara, kar vpliva na mehanske lastnosti.

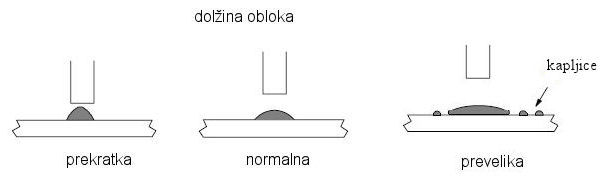
Dolžina obloka
Optimalna dolžina obloka pri MMA varjenju znaša med 50 % in 110 % kovinskega premera elektrode. Ustrezna dolžina je ključna za stabilnost in kakovost zvara.
Prekratek oblok:
- Zagotavlja dobro zaščito zvara s plinom,
- Ustvari ožji zvar,
- Intenzivno segreva osnovni material,
- Močno razburka talino, kar lahko povzroči vključke žlindre v zvaru.
Predolg oblok:
- Je manj stabilen, kar lahko povzroči nihanje obloka,
- Slabša zaščitni učinek plašča,
- Povzroča špricanje kapljic ob zvaru,
- Manj učinkovito segreva osnovni material.
Pri daljšem obloku je povečana možnost pretalitve varjenca zaradi avtomatskega povečanja napetosti vira. To lahko privede do slabše kakovosti zvara in večjega tveganja napak.
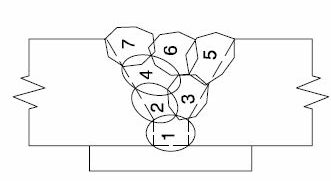
Število varkov
Najboljši je tisti zvar, ki je narejen z enim varkom.
V primerih, ko je debelina varjencev večja od debeline elektrod, se zvar izdela iz več varkov.
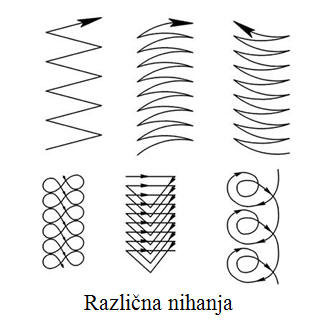
Pred nanašanjem naslednjega varka, se mora predhodni temeljito očistiti. Široki temenski varek se izdela s prečnim nihanjem elektrode
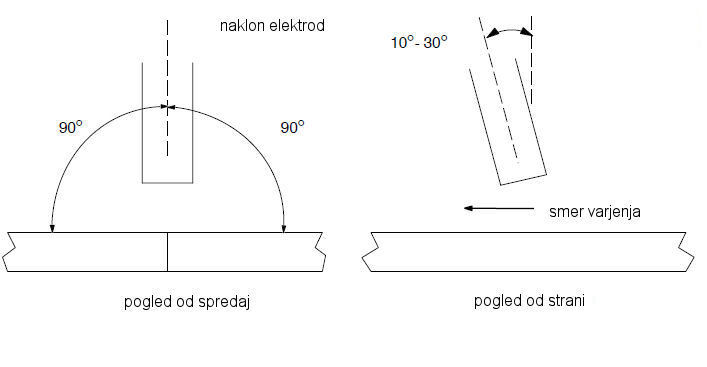
Vodenje elektrode
Pri varjenju v vodoravni legi mora biti naklon elektrode proti osnovnemu materialu (kot β) konstanten, kar omogoča enakomeren zvar. Pri varjenju različnih debelin varjencev usmerimo oblok tako, da intenzivneje segreva debelejši varjenec, kar omogoča boljši prehod toplote. Pri vertikalnem varjenju (na primer po steni) se oblok usmeri tako, da preprečuje iztekanje staljenega materiala.
Naklon elektrode glede na os zvara (kot α) običajno znaša med 60° in 90°:
- α = 80°–90° za bazične elektrode,
- α = 60°–90° za druge vrste elektrod.
Vpliv naklona elektrode: Naklon elektrode vpliva na usmerjenost energije, pritisk obloka in zaščitnih plinov ter izločanje žlindre iz zvara.
Pri večjem naklonu elektrode:
- Poveča se dolžina obloka,
- Zvar postane širši in manj globok (manjša penetracija),
- Zaščita zvara se poslabša.

Nihanje je prečno gibanje elektrode glede na smer varjenja. Zvar je najboljši, če je nastal brez nihanja. V primerih, ko je širina zvara večja od debeline elektrode in pri izdelavi širokih temenskih varkih je nihanje neizogibno. Nihanje je potrebno tudi pri varjenju v prisilnih legah.


Varilne lege
Poznamo 5 standardnih varilnih leg:
- Vodoravno
- Vodoravno po steni
- Po steni navzgor
- Po steni navzdol
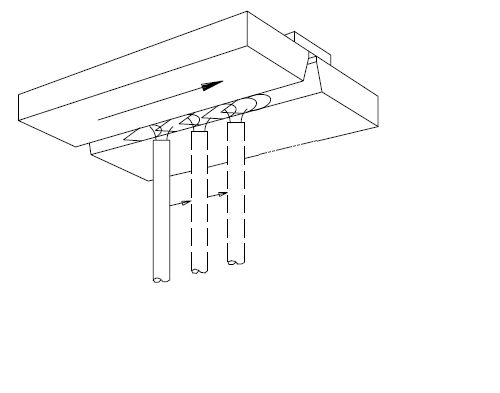
- Varjenje nad glavo – po stropu
Normalna lega je varjenje v vodoravni legi. Vse ostale lege imenujemo prisilne.
Najboljše lastnosti imajo zvari, ki so izdelani v vodoravni legi, najslabše pa pri varjenju po steni navzdol.
Pri varjenju v nadglavni legi je prenos materiala težji.
Ukrepi za olajšanje so:
- uporaba posebnih elektrod
- uporaba tanjših elektrod
- varilni tok je za 10 do 15 % manjši od normalnega
- ustrezno nihanje elektrod in ostalo.
Značilnosti postopka in uporaba ročno obločnega varjenja z oplaščenimi elektrodami:
– univerzalnost postopka,
– poceni,
– zvar dobi zelo dobre mehanske lastnosti,
– velika izbira dodajnih materialov,
– uporabnost na prostem in terenu,
– enostavnost.
RO varjenje je uporabno za izdelavo od najmanj zahtevnih do najbolj zahtevnih zvarov. Oprema, ki jo rabimo, je sestavljena iz varilnega aparata, kablov in držala elektrod. Skupni stroški za to opremo so lahko tudi pod 400 evrov. Pri tem ne smemo pozabiti še zaščitne opreme: zaščitne temne maske z varilnim ščitom, rokavice in zaščitne obleke. Varimo lahko skoraj vse materiale debelin od 3 do 20 mm. Varjenje lahko poteka v obratih ali na prostem. Varijo lahko tudi manj izkušeni varilci.
Pomanjkljivosti postopka pa so:
nizka produktivnost,
relativno velike količine odpadnega materiala (konci elektrod) ,
relativna počasnost postopka (ustavljanje- menjava elektrod)