VARJENJE
Pri opazovanju okolice opazimo, da je večina izdelkov sestavljena iz več delov. Bolj kot je izdelek kompleksen, več sestavnih delov vključuje. Na primer, avtomobili so sestavljeni iz približno 15.000 posameznih delov, ki so med seboj povezani na različne načine. Veliko teh delov je med seboj zvarjenih, saj ima varjenje pomembno vlogo pri sestavljanju izdelkov, ki jih ni mogoče izdelati v enem kosu. Poleg avtomobilske industrije se varjenje uporablja tudi v ladjedelništvu, gradbeništvu, letalstvu in pri proizvodnji strojev.

Varjenje je tehnološki postopek trajnega spajanja elementov, ki omogoča trdne, trajne in tesne spoje. Do povezave elementov pride, ko se staljeni material v okolici stičnih površin strdi. Staljeni del in njegovo okolico imenujemo zvar. Glede na vrsto uporabljenega materiala in način spajanja poznamo več vrst varjenja. Vsaka vrsta varjenja ima svoje prednosti in je primerna za določene vrste materialov in izdelkov.
Varjenje je nepogrešljivo povsod, kjer so potrebni zanesljivi, visoko zmogljivi spoji, saj je pogosto edina metoda, ki omogoča izdelavo kompleksnih struktur iz več delov, kar omogoča učinkovito, varno in trajno povezovanje različnih materialov.

Prednosti varjenja:
- Nosilnost enaka oziroma malo manjša od nosilnosti osnovnih gradiv: Varjeni spoji so pogosto močnejši ali vsaj enako močni kot osnovni material, kar omogoča izdelavo trdnih in trajnih konstrukcij.
- Raznolikost materialov: Varjenje omogoča povezovanje širokega spektra materialov, vključno z jeklom, aluminijem, nerjavečim jeklom, bakrom in titanom
- Fleksibilnost pri oblikovanju: Varjenje omogoča izdelavo kompleksnih oblik in spojev, kar je še posebej pomembno v industrijah, kot so letalska, avtomobilska in gradbena industrija.
- Avtomatizacija in robotizacija: Številni postopki varjenja, kot so MIG/MAG ali lasersko varjenje, se lahko avtomatizirajo, kar poveča produktivnost, zmanjša stroške dela in poveča ponovljivost kakovosti.
- Učinkovitost: Varjenje omogoča hitre in učinkovite spojne postopke, še posebej pri uporabi avtomatiziranih sistemov ali pri varjenju na montažnih linijah. Ekonomičnost je tudi pri majhnem številu zvarjencev in velikih kosih,
- Estetski spoji: Z ustreznimi postopki in izkušnjami lahko varilec ustvari čiste in estetsko privlačne spoje, ki pogosto ne potrebujejo dodatne obdelave. Izmet varjencev majhen, ker so velike možnosti za popravilo.
Slabosti varjenja:
- Zahteva usposobljen kader: Varjenje je pogosto zahteven postopek, ki zahteva dobro usposobljene varilce. Napačno izvedeno varjenje lahko privede do šibkih ali nekakovostnih spojev, kar lahko ogrozi varnost in kakovost izdelka.
- Toplotne deformacije in napetosti: Pri varjenju se materiali segrevajo in ohlajajo, kar lahko povzroči termične napetosti, deformacije ali celo razpoke v materialu. To zahteva posebne ukrepe za nadzorovanje temperature in deformacij.
- Neprimerno za vse materiale: Nekateri materiali so težje varljivi ali zahtevajo posebne postopke (npr. visoko legirana jekla, aluminijeve zlitine), kar poveča kompleksnost in stroške. Spajamo lahko le materiale, ki imajo enako ali sorodno sestavo,
- Potrebna je zaščitna oprema: Varjenje vključuje izpostavljenost nevarnostim, kot so sevanje, visoke temperature, plini in iskre. Varilci morajo uporabljati posebno zaščitno opremo, kar lahko poveča stroške in zmanjša udobje pri delu.
- Možne nevidne napake: Napake pri varjenju, kot so razpoke, poroznost, nepravilne globine zvara ali nepravilna fuzija, lahko privedejo do okvarjenih spojev, kar lahko zmanjša zanesljivost konstrukcij. Poleg tega imajo zvarni spoji slabo odpornost proti koroziji.
- Omejitve pri montaži na terenu: Čeprav je varjenje prilagodljivo, je lahko na terenu ali v težkih pogojih (npr. v vetru, pod vodo ali na zelo visokih mestih) varjenje oteženo, zahteva pa posebno opremo in dodatno zaščito.
- Potrebna je priprava materiala: Pred varjenjem je pogosto potrebna priprava površin, kot so odstranjevanje nečistoč, rje in olj, kar poveča čas in stroške priprave.
- Nerazstavljivi spoji: Varjeni spoji so trajni, kar pomeni, da jih ni mogoče enostavno razstaviti, kot je mogoče pri kovičenju ali vijačenju. Če je potrebno razstaviti konstrukcijo, je to lahko zelo zahtevno.


Pri varjenju je prisotnih več fizikalnih, kemijskih in mehanskih pojavov, ki vplivajo na proces in rezultat. Nekateri ključni pojavi vključujejo:
Taljenje in strjevanje: Pri varjenju se osnovni material in tudi dodajni material tali in nato ponovno strdi. Ta postopek ustvarja zvarni spo
Pojav površinske napetosti: Ko se material tali, površinska napetost vpliva na obliko in širjenje taline, kar je ključno za oblikovanje kakovostnega zvara.
Termični raztezki in skrčki: Zaradi segrevanja in hlajenja materiala pride do termičnega raztezanja in krčenja, kar lahko povzroči napetosti v materialu. Te napetosti lahko vodijo do deformacij ali razpok, če niso ustrezno nadzorovane.
Plinski ščit ali zaščitna atmosfera: Pri mnogih vrstah varjenja, na primer pri varjenju z električnim oblokom (MIG/MAG, TIG), je prisotna zaščitna atmosfera, običajno iz inertnih ali aktivnih plinov. Ti plini ščitijo zvar pred oksidacijo in drugimi kemičnimi reakcijami z okoliškim zrakom.
Oksidacija in kemijske reakcije: Če material ni pravilno zaščiten pred kisikom in drugimi plini, lahko pride do oksidacije, kar slabša kakovost zvara. Kemijske reakcije, kot so reakcije s plini iz okolja, lahko vplivajo na mehanske lastnosti in videz zvara.
Elektromagnetna polja: Pri varjenju z električnim tokom (npr. varjenje z oblokom) se ustvarjajo elektromagnetna polja, ki lahko vplivajo na stabilnost oblokov in prenos materiala med varjenjem.
Brizganje in kapljice ob zvaru: Med varjenjem lahko pride do brizganja staljenega materiala, kar lahko vpliva na kakovost zvara in varnost delavca.
Učinek toplote na mikrostrukturo: Toplota, ki se razvije med varjenjem, lahko spremeni mikrostrukturo materiala v zvaru in okolici. To lahko vpliva na trdoto, duktilnost in druge mehanske lastnosti.
Sevanje in varnost: Med varjenjem se ustvarja sevanje, predvsem ultravijolično in infrardeče, kar lahko poškoduje oči in kožo. Zato je pri varjenju nujna uporaba ustrezne osebne varovalne opreme.
Vsak od teh pojavov lahko vpliva na končni izdelek in zahteva ustrezne nadzorne ukrepe za zagotavljanje kakovosti in varnosti.
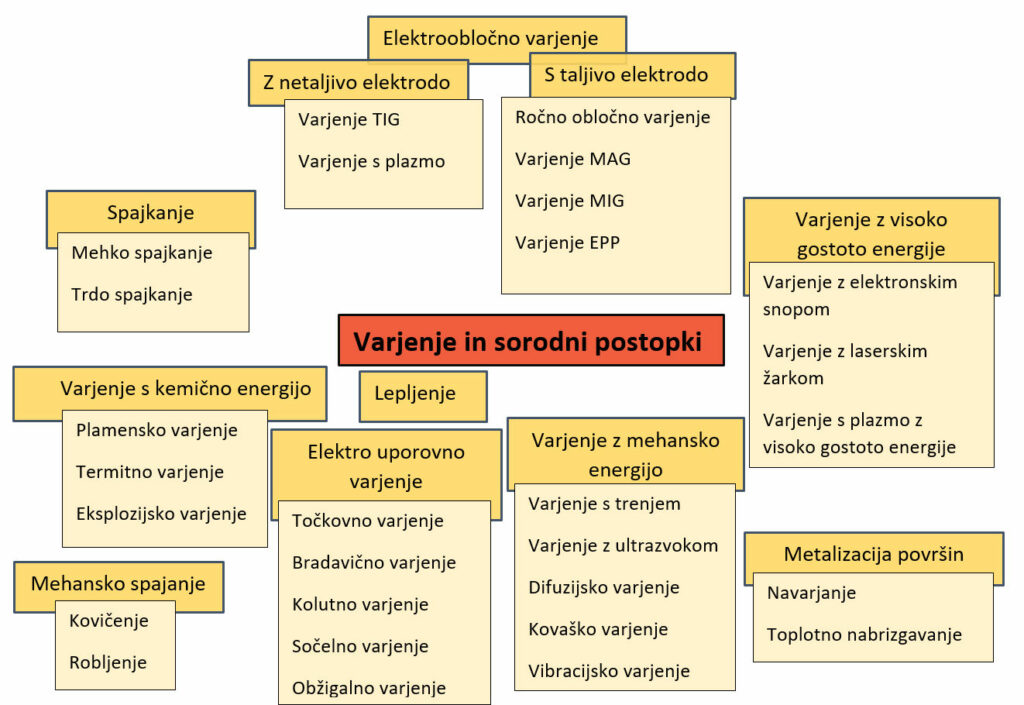
Glede na način in uporabo se varjenje deli:
1. Glede na vir energije
- Varjenje z električnim oblokom (elektroobločno varjenje) — najpogostejša metoda, kjer se uporablja električni oblok kot vir toplote.
- Varjenje s plinom — toplota nastane z gorenjem plina (npr. acetilensko-kisikovo varjenje).
- Varjenje z laserjem — uporablja močan laserski žarek za segrevanje in spajanje materiala.
- Varjenje z ultrazvokom — uporablja ultrazvočne vibracije za spajanje materialov (najpogosteje plastičnih).
- Varjenje s trenjem — uporablja trenje med materiali za ustvarjanje toplote (npr. rotacijsko varjenje).
- Varjenje s plazmo — uporablja plazemski oblok za ustvarjanje toplote, ki doseže zelo visoke temperature.
2. Glede na varilni postopek
- MIG/MAG varjenje — uporablja zaščitni plin (inertni ali aktivni) in varilno žico.
- TIG varjenje — uporablja volframovo elektrodo in zaščitni plin (običajno argon), kar omogoča natančno varjenje.
- Elektroobločno ročno varjenje (MMA) — uporablja obločno elektrodo, ki se med varjenjem taljuje.
- Plamensko varjenje (plinsko varjenje) — uporablja kisik in gorljivi plin za ustvarjanje plamena.
- Varjenje pod praškom — uporablja prah, ki ustvarja zaščitno atmosfero med varjenjem.
- Točkovno varjenje — uporablja električni tok in pritisk za spajanje na omejenih mestih (pogosto uporabljeno v avtomobilski industriji).
3. Glede na avtomatizacijo
- Ročno varjenje — kjer celoten postopek vodi varilec.
- Polavtomatsko varjenje — varilec upravlja samo del procesa, preostalo pa izvaja avtomatizirana naprava.
- Avtomatsko varjenje — celoten proces je avtomatiziran in ga nadzira robot ali stroj brez neposrednega nadzora varilca.
Varjenju sorodni postopki so:
1. Lotanje
- Mehko lotanje — uporablja temperaturo pod 450 °C in je primerno za manj zahtevne spoje (npr. v elektroniki). Spajka se stopi in zapolni prostor med dvema deloma.
- Trdo lotanje — uporablja temperaturo nad 450 °C in je primernejše za zahtevnejše mehanske spoje (npr. v klimatskih napravah). Trda spajka omogoča močnejše spoje kot mehko lotanje.
2. Lepljenje
- Strukturno lepljenje — uporablja močna lepila, kot so epoksidi ali poliuretani, ki lahko prenesejo visoke obremenitve. Pogosto se uporablja v avtomobilski industriji, letalstvu in gradbeništvu.
- Ne-strukturno lepljenje — uporablja lepila, kot so akrili ali silikoni, za manj obremenjene spoje, na primer v elektroniki ali pri montaži pohištva.
3. Kovičenje
- Kovičenje s trdnimi kovicami — uporablja kovice za ustvarjanje trajnih mehanskih spojev.
- Slepo kovičenje — uporablja slepe kovice, kjer je dostop možen samo z ene strani, kar omogoča preprosto montažo.