PLAMENSKO VARJENJE
Glede na standard ISO 4063
Varjenje:
311 – Oxy-acetilene welding
Rezanje:
81 – Flame cutting; Oxygen cutting, Oxyfuel cutting (USA

Plamensko varjenje: Toplota za varjenje nastane z izgorevanjem plinov. Najvišje temperature se dosežejo pri izgorevanju acetilena s kisikom, kar omogoča doseganje temperatur do približno 3.200 °C. Zaradi visokih temperatur je plamensko varjenje primerno za varjenje različnih kovinskih materialov, vključno z jeklom, aluminijem in bakrom. Plamensko varjenje omogoča precizno nadzorovano segrevanje, kar je pomembno za obdelavo občutljivih materialov.
Kljub nevarnostim, kot so eksplozivnost acetilena, nevarnosti pri transportu in skladiščenju, ter tveganju zaradi odprtega plamena, ostaja ta metoda priljubljena in uporabna. Z ustreznimi varnostnimi ukrepi in pravilno uporabo orodij se te nevarnosti lahko učinkovito zmanjšajo.
Lastnosti, ki odločajo o primernosti plinov so podani v spodnji tabeli.
Lastnost | Enote | Svetilni | Acetilen | Vodik | Propan | Butan |
Gostota | kg / m3 | 1,095 | 0,084 | 1,888 | 2,528 | |
Toplotna vrednost | kJ / m3 | 15.910 | 56.100 | 10.790 | 92.970 | 121.800 |
Hsp | kJ/kg | 20.600 | 48.800 | 119.900 | 46.500 | 45.600 |
Hitrost zgorevanja | v zraku | 0,68 | 1,31 | 2.67 | 0.42 | 0,39 |
(m/s) | v kisiku | 7.1 | 13.5 | 8,9 | 3,7 | 4.5 |
Moč plamena | kW/cm2 | 12,7 | 45 | 14 | 11 | |
Najvišja temp. | v zraku | 2.300 | 1.929 | 1.895 | ||
( °C) | v kisiku | 2.730 | 3.200 | 2.300 | 2.850 | 2.850 |
Iz tabele je razvidno, da je acetilen najprimernejši plin za plamensko varjenje. To je posledica velike hitrosti zgorevanja, zaradi katere ima največjo moč plamena
KISIK
Gostota: | 1,38 kg/m3 |
Vrelišče: | – 183 °C |
Čistost za varjenje: | > 98,5 % |
Čistost za rezanje : | > 99 ,5 % |
Varnost: | Ventili jeklenk se ne smejo mazati! |

Kisik se pridobiva s frakcijsko destilacijo utekočinjenega zraka, kar omogoča njegovo ločitev od drugih plinov v zraku. Transportira se v jeklenkah pod tlakom 150 do 165 barov; v 40-litrski jeklenki se tako nahaja približno 6000 litrov kisika pri normalnem tlaku. Jeklenka je modro obarvana in ima na vrhu priključek z navojem R 3/4″. Pomembno je, da ventilov ne mazamo, saj lahko maziva v stiku s kisikom povzročijo eksplozijo.
Curek kisika je zelo oksidativen, kar lahko privede do hitrega izgorevanja materialov in poveča tveganje za požar ali celo eksplozijo. Pri ravnanju s kisikom so zato potrebni posebni varnostni ukrepi, da se preprečijo nesreče.
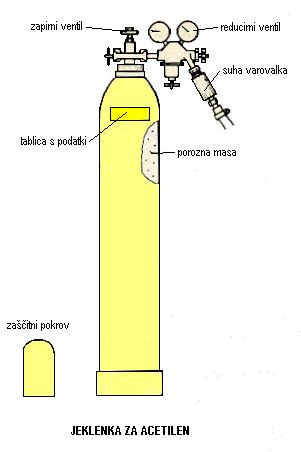
ACETILEN
Gostota: | 1:17 kg/m3 |
Značilen vonj | |
Vamost: | Najvišja temp. seg. je do 80 °C |
Dovoljeni tlak : | 1,5 bar |
Pridobiva se s kemično reakcijo kalcijevega karbida in vode. Acetilen se za transport raztopi v acetonu, saj se v enem litru acetona pri normalnem tlaku lahko raztopi do 25 litrov acetilena. Topnost acetilena v acetonu narašča s povišanjem tlaka. V standardni 40-litrski jeklenki, ki vsebuje 13 litrov acetona pri tlaku 18 barov, je skupno raztopljenih okoli 5850 litrov acetilena. Pri transportu in uporabi jeklenk z acetilenom je nujno upoštevati naslednje varnostne ukrepe:
- jeklenke morajo biti postavljene pokonci,
- zavarovane morajo biti proti padcem,
- preprečiti je treba, da bi se segrele nad 40 °C, saj visoke temperature povečujejo tveganje za eksplozijo.
Tak način shranjevanja in ravnanja z acetilenom zmanjšuje tveganja, povezana z njegovo vnetljivostjo in nestabilnostjo pri visokih temperaturah.
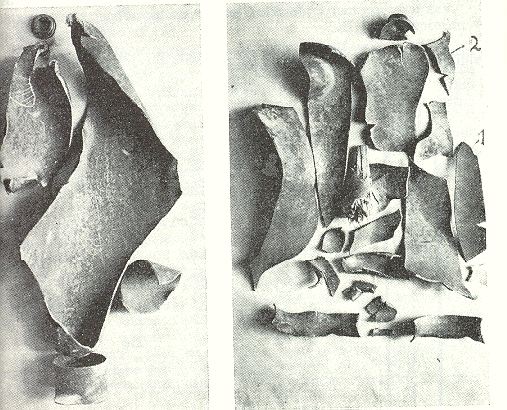
V primeru, da se jeklenka prične nekontrolirano segrevati, jo je potrebno hladiti z mokrimi cunjami. Če nam je ne uspe ohladiti, je potrebno spustiti plin v ozračje. Eksplozije jeklenke so redke, kljub temu pa lahko pride do nje. Na zgornji sliki lahko vidimo učinke eksplozije.
OPREMA
- Jeklenke so izdelane iz jeklene pločevine. Standardne jeklenke imajo premer 219 mm in višino 1500 mm. Za pritrditev glavnih ventilov imajo na vrhu levi navoj za gorilne pline in desni za kisik.
- Gumijaste armirane cevi za kisik so z manjšim notranjim premerom, so modre barve in se pritrdijo z navojem. Cev za acetilen je pritrjena z objemko in je rdeče barve.

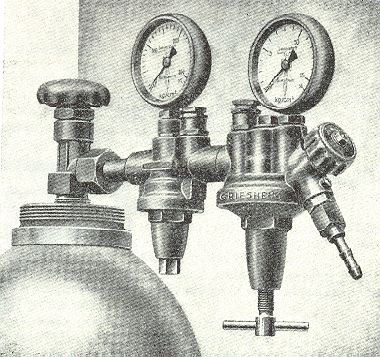
- Redukcijski ventili zmanjšujejo tlak, ki je v jeklenkah, na manjši delovni tlak. Zaradi nadtlaka v jeklenki se membrana upogne in s tem zapre dotok plina. Zaradi odtekanja plinov se tlak hitro zmanjša in se membrana ponovno izravna in odpre dotočno zaklopko. Z nastavljanjem togosti spodnje vzmeti se izbira tlak odpiranja in zapiranja dotočne zaklopke. Na ta način se nastavlja delovni tlak plinov. Kakovost ventilov bistveno vpliva na enakomernost pretoka plinov.
Manometra na redukcijskem ventilu kažeta delovni tlak in tlak plina v jeklenkah. Redukcijski ventili so pritrjeni na glavni ventil z jekleno objemko pri acetilenu, desnim navojem pri kisiku in levim pri vodiku.
- Gorilniki imajo nalogo, da pripravijo plinsko mešanico in omogočijo zgorevanje na čim manjšem prostoru. Pravilna oblika plamena in razmerje plinov ter konstanten pretok zagotavljajo optimalne varilne lastnosti.
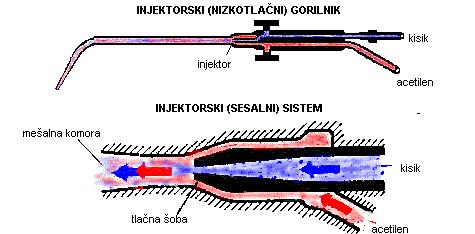
Gorilnike razdelimo v dve skupini:
- a)Visokotlačni ali enakotlačni – vsak plin izteka pod svojim tlakom. Tlak acetilena je več kot 0.2 bara.
- b)Nizkotlačni ali injektorski. Pri teh gorilnikih je plin pod nizkim tlakom ( 0.1 bar ), kisik pa pod tlakom 2 do 3 bara. V injektorskem delu, zaradi padtlaka, kisik potegne ustrezno količino acetilena. S povečanjem pretoka kisika se poveča tudi količina acetilena.
- Glede na debelino varjencev se izberejo ustrezni premeri šob in cevni nastavki.
Št.gorilnika | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Debelina varjencev (mm) | 0.2-0.5 | 0.5-1 | 1-2 | 2-4 | 4-6 | 6-9 | 9-14 | 14-20 | 20-30 |
Poraba plinov (1/h ) | 35 | 75 | 150 | 300 | 500 | 750 | 1150 | 1700 | 2500 |
Varovalke imajo nalogo, da preprečijo vdor povratnega plamena v redukcijski ventil in jeklenko. S tem preprečijo nastanek eksplozij in poškodovanje opreme.
Varovalke so lahko vodne ali suhe. Suhe varovalke delujejo na principu zapiranja zaklopk. Povratni plamen povzroči hitro povečanje tlaka in s tem zapiranje zaklopk varovalk.
Zelo enostavne in zanesljive so vodne varovalke.
Dodajni material je v obliki pobakrene žice z dolžino 1000 mm in premeri od 1.0 do 6 mm. Sestava dodajnega materiala je prilagojena sestavi materialov, ki se varijo. Železarna Acroni (Jesenice) s črkami VP in številkami, ki podajajo trdnost zvara ali pa kemični simboli legirnih elementov (VP 37 , VP 42, VP Mo, VP CrMo).
Varilni praški. Pri varjenju legiranih jekel, sive litine, barvnih kovin in njihovih zlitin se lahko uporabljajo varilni praški. Njihova naloga je odstranjevanje oksidov in tvorba žlindre, ki delno ščiti zvar.Varilni praški vsebujejo fluoridne, bromidne in ostale halogene spojine.
Osebna zaščitna sredstva. Pri varjenju varilec uporablja varnostna očala, delovno obleko, usnjene rokavice in zaščitne čevlje
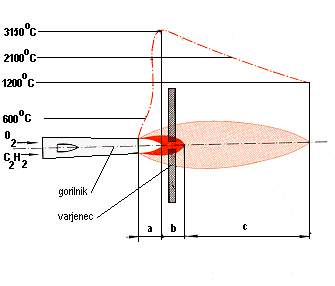
PLAMEN
V plamenu acetilena so prisotne tri cone – jedro, primarna in sekundarna cona izgorevanja.
Kaj se dogaja v posamezni coni, kakšna je sestava atmosfere in kolikšne so temperature je prikazano na desni skici.
Iz skice je razvidno, da je temperatura najvišja v primarni coni izgorevanja in to 2 do 5 milimetrov za vrhom jezička. V tej coni je atmosfera zaščitna, zato ker sta prisotna ogljikov monoksid in vodik.
Vrsta plamenov glede na razmerje acetilen in kisik
Glede na razmerje acetilena in kisika ( R = acetilen / kisik) poznamo tri vrste plamenov:
- Nevtralni plamen ima valjasto jedro z ostrimi robovi ter svetlečo barvo primarne cone zgorevanja. Uporablja se najbolj pogosto za varjenje navadnih in nizko legiranih jekel ter bakra in bakrovih zlitin.

B.Oksidacijski plamen ima krajše in koničasto jedro modrikaste barve. V primarni coni zgorevanja je prisoten kisik, zato je ta plamen oksidativen. Uporablja se za varjenje medi.Pri varjenju na površini zvara nastane ZnO, ki ščiti izhlapevanje cinka iz staljenega materiala. Ta plamen je primeren tudi za zasilno rezanje jekel.
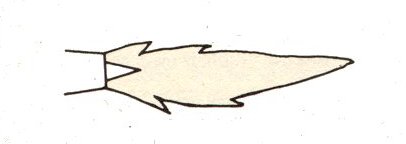
- Redukcijski plamen je mehak in ima povečano jedro pahljačaste oblike. V primarni coni je presežek acetilena, zato se pojavlja žareči ogljik (svetle iskrice).
Ta plamen lahko zvar naogleni in se zato uporablja pri varjenju visoko ogljikovih jekel, sive in temprane litine ter aluminija in njegovih zlitin .

Vrste plamenov glede na hitrost iztekanja plinov
Glede na hitrost plinov skozi šobo poznamo:
- Normalni plamen C = 100 do 140 m/s
Ta plamen je stabilen, ne ugaša in se v praksi največ uporablja.
- Mehki plamen C < 100 m/s
Ta plamen oddaja manj toplotne energije in se uporablja pri varjenju tanjših varjencev ( < 2 mm). Pri manjših hitrostih je velika možnost, da se plamen začne širiti nazaj proti gorilniku.
- Trdi plamen C > 140 m/s
Pri tem plamenu so hitrosti in poraba plinov večje zato so tudi dosežene temperature višje.
Plamen močno šumi in lahko ugaša ( odpihne ga ). Uporablja se pri varjenju debelejših varjencev.
TEHNOLOGIJA PLAMENSKEGA VARJENJA
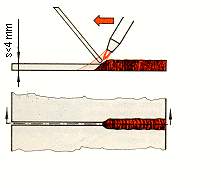
Glede na usmerjenost plamena in lege varilne žice je varjenje v levo ali v desno. Enako velja tudi za ostale postopke varjenja. Pri tem ni pomembna smer napredovanja oziroma premikanja gorilnika, temveč usmerjenost plamena (ali obloka) glede na nastali zvar.
Značilnosti varjenja v levo:
Boljša preglednost osnovnega materiala
· manjša možnost pretalitve varjencev
· plamen potiska talino v varilni žleb
· žica se hitreje tali
· slabša zaščita zvara
· uporaben za tanjše varjence
· primeren za varjenje po steni navzgor
slabša kvaliteta zvara
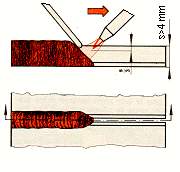
Značilnosti varjenja v desno:
slabši pogled osnovnega materiala
· plamen pritiska talino k zvaru
· dobra zaščita zvara
· boljši izkoristek toplote
· varjenje je počasneje
· primeren za debelejše materiale
· zaradi vrtinčenja je možnost povratnega udara plamena večja
· boljša kvaliteta zvara
Značilnost postopka:
Plamen ni odvisen od njegove lege in položaja, zato ima varilec zelo veliko možnosti. Ima zelo dober nadzor nad osnovnim in dodajnim materialom. Plamen in varilno žico lahko odmika in približuje in s tem vpliva na ustrezno segrevanje in prenos materiala.
Pritisk plamena lahko poljubno usmerja tako, da lahko vari v vseh varilnih legah.
- Uporaben za vse materiale,
- zelo primeren za varjenje tankih pločevin,
- primeren za vse varilne lege,
- zelo primeren za varjenje cevi;
- ekonomičen,
- energetsko neodvisen,
- uporablja se lahko za lotanje,
- uporaben za segrevanje za različne namene
Uporabnost postopka:
Postopek je resnično univerzalen in avtonomen. Zaradi manjše produktivnosti ni primeren za množično proizvodnjo. Od varilca zahteva veliko več znanja in izkušnje. Kakovost zvara v večini primerov zaostaja za kakovostjo, ki jo dosegajo sodobnejši postopki.
Varnost pri plamenskem varjenju:
Jeklenke morajo stati med varjenjem pokonci in biti morajo zavarovane proti padcem.
Med premikanjem se moramo izogibati sunkovitim udarcem.
Izogibati se moramo zelo nizkim alizelo visokim temperaturam.
Med varjnjem iz varilnice odstranimo gorljive snovi oziroma pospeševalce gorenja.
Barvna oznaka za jeklenke je po standardi SIST EN 1089-3.
Navoji za vnetljive pline so levi za kisik pa desni.
Cevi morajo biti brez vozlišč.
Če plamen gori prosto ni nevaren.
Izogibajte se rdečemu območju v manometru, saj to pomeni kritičen tlak.
Plamensko rezanje
Plamenski rezanje uporablja zelo podobno tehnologijo kot plamensko varjenje. Vendar toplota, ki bi jo dal gorilnik ne bi zadostovala za rezanje jekla. Pri plamenskem rezanju jekla se ga naprej segreva s kisik- acetilenskim plamenom, nato pa se skozi osrednjo šobo dovaja rezalni kisik, kateri omogoča dodatno izgorevanje (Pogačnik, 1999, 152). Dodatni kisik poveča potrebno energijo za rezanje. Če ima jeklo preveč ogljika (nad 2%), ga plamensko ne moremo več rezat, ker bi potrebovali večje predgrevanje. Plamen pušča grobo površino, zaradi tega dobimo pri plamenskem rezanju zelo grobo površino. Namesto plamenskega rezanja se v zadnjem času uporablja plazemsko rezanje. Ta način rezanja je primeren za materiale, ki jih plamensko ne moremo rezat (aluminij). Plamensko rezanje se uporablja za rezanje konstrukcijskih jekel do debeline 500mm. Teh debelin jekla z nobenim drugim postopkom ne moremo rezat (Varstroj, 2010, 11)