ELEKTRO UPOROVNO VARJENJE
Standard ISO 4063
RESISTANCE WELDING Nomenclatured with reference number 2, resistance welding is welding with pressure in which the heat necessary for welding is produced by resistance to an electrical current flowing through the welding zone. First edition of standard ISO 4063:1978, as resistance welding processes specifying: 21 – Spot welding 22 – Seam welding 221 – Lap seam welding 225 – Seam welding with strip 23 – Projection welding 24 – Flash welding 25 – Resistance butt welding 29 – Other resistance welding processes 291 – HF resistance welding The only change in second edition of standard (1990) is sub-grouping of Seam welding into Lap seam welding (221), Mash seam welding (222) and Seam welding with strip (225). The third edition of standard in year 1998 introducing more detailed sub-grouping of resistance welding. Spot welding is divided on Indirect (211) and Direct (212) spot welding.
Pri varjenju s pritiskom se material v zvarni coni segreje do testastega stanja. Pri tem se varjenca ne raztalita. Dodatna energija za zvarni spoj se dobi z mehanskim pritiskom. Zvarni spoj tako nastane z adhezijo (približevanjem atomov na atomarno razdaljo) in difuzijo (prehodom atomov iz enega materiala v drug pri povišani temperaturi).
Toplota na zvarnem mestu se sprosti zaradi večjega upora na tem delu električnega tokokroga. Za preprečevanje nastajanja el. obloka so napetosti manjše od 6 V. Jakosti el. toka pa so odvisne od debeline varjencev in vrsta materiala. V nekaterih primerih so do 100 kA
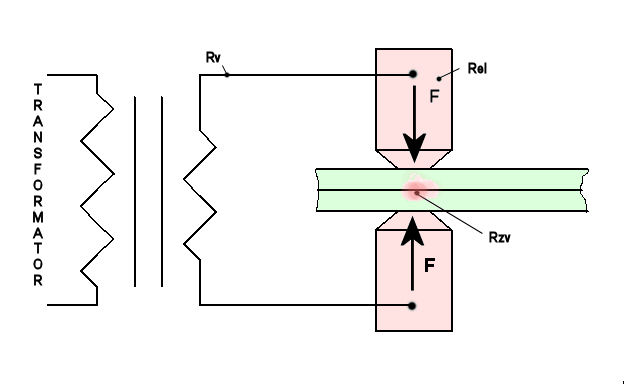
V električnem tokokrogu se največ segreje tisti del, ki ima največjo upornost. To pomeni, da v sekundarnem tokokrogu, ki ga tvorijo vodniki, elektrode in varjenci, mora biti upornost na stični površini varjencev daleč največja.
To se doseže tako, da je prevodnost vodnikov in elektrod zelo velika in so vsi stiki zelo dobri.
Rv + Re + Rp < Rzv
Rv – upornost vodnikov
Re – upornost elektrod
Rp – prehodna upornost
Rzv – upornost na zvarnem mestu
Toplota, ki jo sprosti električni tok je podana po naslednji enačbi:
Q = I2 × R × t
Q – nastala toplota (j)
I – jakost el. Toka (A)
T – čas (s)
R – upornost (Ω )
Iz enačbe je razvidno, da je varjenje najboljše, če poteka z največjimi možnimi tokovi in v čim krajšem času. Le v takem primeru se prepreči prenos sproščene toplote v širšo okolico zvara.