Ta objava naj ne bo sprejeta kot dokončna resnica; vsak naj raziskuje in preverja
Menu
Vrtanje
Vrtanje je eden najstarejših načinov obdelave, ki je bil poznan že v prazgodovini.V Sloveniji 50.000 let stara piščal.
Danes delamo s popolnejšimi orodji.
Neandertalčeva piščal
Vrtanje je postopek, s katerim izdelamo izvrtino; vrtamo torej takrat, kadar je potrebno narediti luknjo v poln material. je neprekinjen postopek odrezavanja z dvema reziloma in s konstantnim prerezom odrezkka. Je postopek namnjen izdelavi lukenj (vrtanje v polno). Orodja za vrtanje se imenujejo svedri. Običajno vrtamo na vrtalnih strojih, lahko pa vrtamo tudi na stružnicah, rezkalnih strojih ali na drugih specialnih strojih.
Danes je vrtanje zajema okoli 30% obdelave kovin.
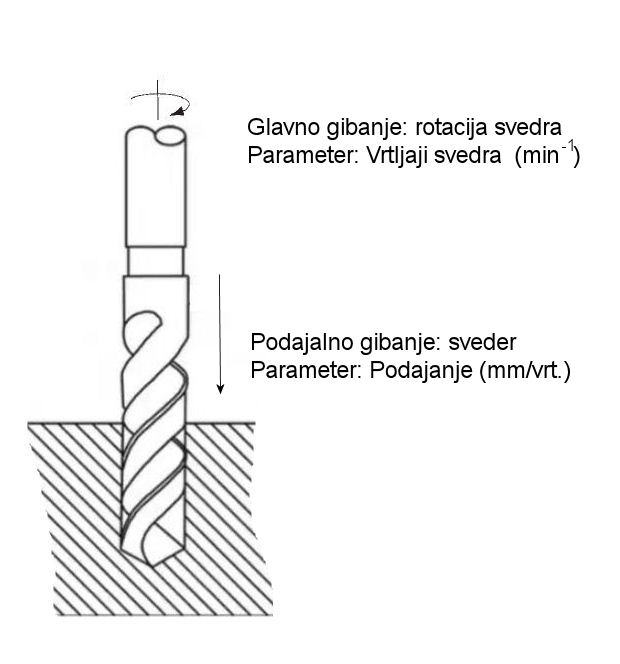
Glavno gibanje, ki je rotacijsko, pri običajnem vrtanju skoraj vedno opravlja sveder (na stružnici obdelovanec). Sveder opravlja tudi podajalno gibanje, tako da obdelovanec miruje.
Značilno za vrtanje je, da se prerez odrezka ne spreminja med enim vrtljajem – spremenimo ga lahko le tako, da spremenimo podajanje.
Orodja za vrtanje
Orodja za vrtanje se imenujejo svedri. Skoraj vsi svedri so dvorezilni z dvema popolnoma enakima reziloma. Izjeme so svedri za globoko vrtanje (globina luknje je večja od petih premerov svedra), ki imajo samo eno ali pa dve neenaki rezili.
Vijačni sveder
Za izdelavo valjastih lukenj (predvsem vrtanje v polno) z ne preveliko globino uporabljamo skoraj samo vijačni sveder. To je orodje za grobo obdelavo. Luknje narejene z vijačnim svedrom so za določene namene dovolj okrogle in natančne v aksialni smeri
V glavnem poznamo dve izvedbi vijačnega svedra: za manjše premere z valjastim držajem in za večje premere s stožčastim držajem.
Različni tipi svedrov
Svedri z valjastim držalom
Svedri s stožčastim morse držalom
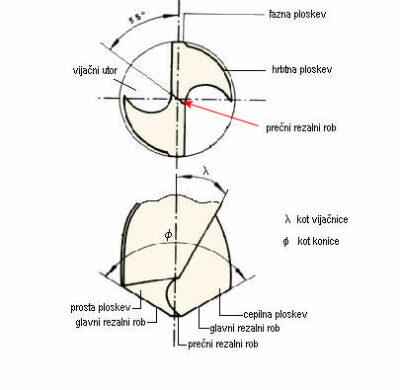
Vrh vijačnega svedra ima dve popolnoma enaki rezili. Iz slike so razvidni tudi posamezni nazivi in označbe posameznih delov vijačnega svedra.
Vsekakor sta za vijačni sveder značilna dva vijačna utora za odvajanje odrezkov, ki data v prerezu z obema prostima ploskvama dva ravna glavna rezalna roba. Utora morata imeti takšno globino, da ostaja v sredini, zaradi trdnostnih razlogov, jedro. Proti držalu postajata utora zaradi večjega jedra vedno plitvejša.
Naziv in označbe vijačnega svedra
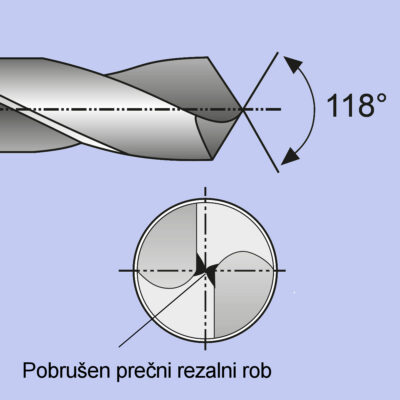
Dva rezalna roba povezuje prečni rezalni rob, ki ga vidimo, če gledamo sveder s čela. Prečni rezalni rob leži pod kotom 550. Izkušnje kažejo, da prečni rezalni rob material obdelovanca v glavnem le trga in odriva. Zato se na njem pojavljajo zelo velike sile. Rezalne pogoje pa lahko izboljšamo, če skrajšamo prečni rezalni rob z dodatnim brušenjem vijačnih utorov.
Sveder za jeklo, kot konice118 stopinj
Svedri za globoko vrtanje
Uporabljamo jih za globoke luknje, katerih globina je večja od petih premerov svedra.
Svedri so prevrtani po celi dolžini. Skozi to izvrtino dovajamo k rezilu , hladilno tekočino pod visokim tlakom za izpiranje odrezkov in za mazanje ter hlajenje.
Najenostavnejše pa sveder hladimo, če ga med vrtanjem večkrat potegnemo iz izvrtine, čeprav ni ekonomično.
Topovski sveder z enim rezilom
Topovski sveder
Centrirni svedri
Uporabljamo jih za izdelavo centrirnih izvrtin pri gredeh. Prvi del svedra izdela izvrtino, ki jo nato drugi del razširi.
Stopničasti sveder
Če želite izvrtati luknje na pločevino, boste potrebovali stopničasti sveder.
Ploščati sveder
Za vrtanje večjih premerov v les
Sveder za vrtanje v beton
Pri vrtanju morajo opravljati še aksialno gibanje (udarjanje kot kladivo), zato ima sveder na držalu utore, stroji pa so pnevmatska kladiva.
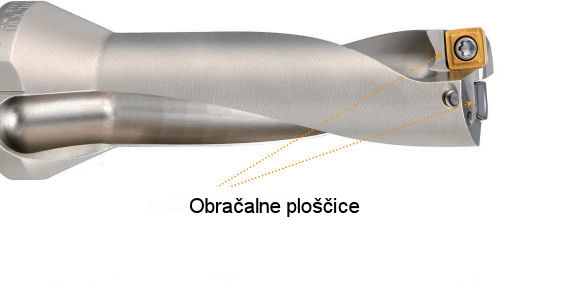
Sveder z obračalnimi ploščicami
Večnamensko orodje za varno vrtanje v različnih pogoji
Idealno pri ekstremnih situacijah obdelave
Nudi perfektno kakovost vrtanja tudi privisokih obremenitvah Tudi za za velike globine vrtanja: visoke hitrosti pomikanja povečajo produktivnost