Ta objava naj ne bo sprejeta kot dokončna resnica; vsak naj raziskuje in preverja
Menu
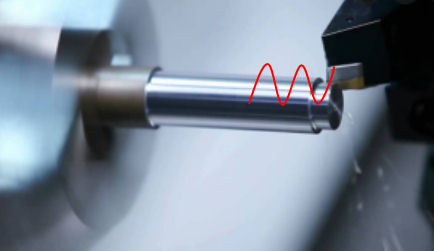
Vibracije pri odrezavanju kovin
Stabilni delovni pogoji brez vibracij so osnova za optimalno delovanje vsakega rezalnega orodja. Vibracije, tudi manjše, namreč škodujejo obstojnosti orodja, kakovosti obdelanih površin in vedenju obdelovalnega stroja. Neuravnoteženost in nestabilnost zmanjšajte na minimum ter uporabljajte varne sisteme in metode za vpenjanje orodja. Stabilni pogoji so trdna osnova za vsako obdelovalno operacijo.
Vibracije so včasih zaželene, na primer zvok pri mobilnem telefonu (zvok je nihanje zraka). Pogosteje pa so vibracije nezaželene, saj zapravljajo energijo ter povzročajo deformacije in hrup
Lastno nihanje se pojavi, kadar mehanski sistem spravimo iz ravnovesne lege in ga nato pustimo, da prosto zaniha. Primer takšnega nihanja lahko opazujemo, ko enkrat potisnemo otroka na gugalnici. Mehanski sistem niha z eno ali več lastnimi frekvencami in zaradi dušenja sčasoma obmiruje.
Vsiljeno nihanje nastane, kadar mehanski sistem vzbujamo s časovno spremenljivo motnjo (obremenitev, odmik ali hitrost). Motnja je lahko periodična, stacionarna ali naključna. Primer takšnega nihanja je ropotanje pralnega stroja zaradi neuravnoteženosti bobna ali zibanje stavbe v potresu.
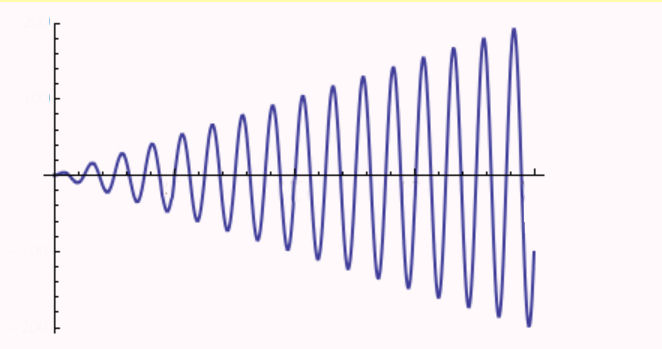
Frekvenčni odziv na vsiljeno nihanje je ena najpomembnejših lastnosti sistema. Če je frekvenca vsiljenega nihanja zelo blizu lastne frekvence slabo dušenega sistema, lahko amplituda vibracij postane izjemno velika. Ta pojav imenujemo resonanca in lastno frekvenco sistema imenujemo tudi resonančna frekvenca
Vir: hribovc.si
Resonančno nihanje
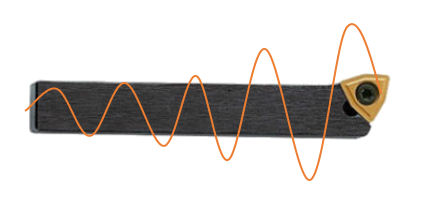
Resonančno nihanje se lahko pojavi, če je frekvenca rezalne sile, ki deluje na rezalni rob, enaka lastni (resonančni) frekvenci rezalnega orodja. To se lahko zgodi npr. zaradi spreminjajočih se delovnih pogojev (pri frezanju) ali zaradi močno prekinjenega lomljenja odrezkov. Resonanco lahko povzročijo celo nepravilnosti v strukturi materiala.
Vibracije pri odrezavanju se pojavijo , če je dinamika procesa odrezavanja v resonanci z okoliškimi strukturami, kot so obdelovanec, držalo orodja in obdelovalni stroj. Če sistem ne zagotavlja dovolj dušenja, lahko to povzroči neželene učinke, kot so površinska odstopanja in povečana obraba orodja.
Deli rezalnega sistema, ki začnejo najhitreje vibrirati, so rezalno orodje, obdelovanec in deli sistema za pritrditev obdelovanca.
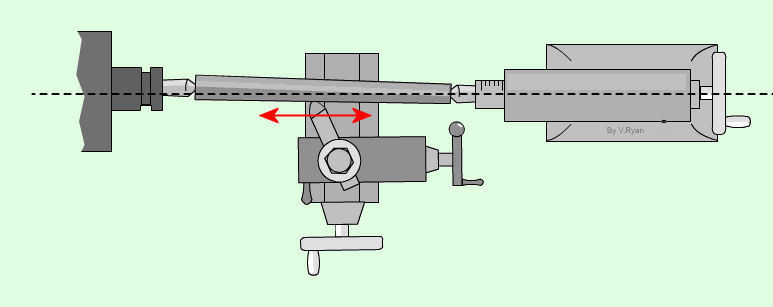
Aksialne vibracije vključujejo predpostavko, da se rezalno orodje zlahka premikav smeri podajanja, pri čemer sprememba podajalnih sil povzroči aksialni odklon orodja. To odklanjanje se kaže v variabilnosti teoretične debeline odrezka, na primer med več zaporednimi
vrtljaji obdelovanca pri zunanjem struženju.
Aksialne vibracije pri struženju
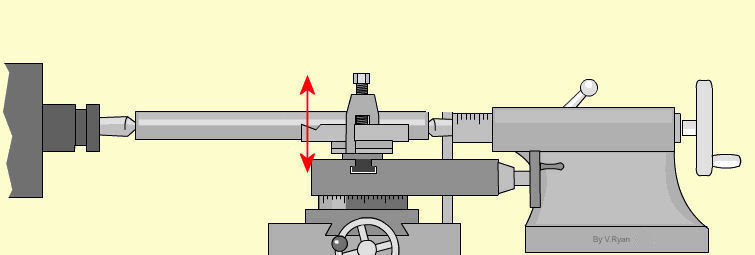
Radialne vibracije se pojavijo, ko je gibanje rezalnega orodja v smeri podajanja zelo majhno, na primer pri notranjem struženju v aksialni smeri.
Radialne vibracije pri struženju
Krajša in večja orodja so torej manj nagnjena k vibracijam. Kot kriterij za hitro analizo tveganja pojava vibracij se zato pogosto uporablja razmerje proste dolžine (L/D = nepodprta oz. prosta dolžina, deljena s premerom). Nekaj izkustvenih vrednosti za razmerje proste dolžine:
Če je razmerje proste dolžine manjše od 3, vibracij običajno ni.
Če je razmerje proste dolžine večje od 3 in manjše od 6, obstaja tveganje vibracij,
Če je razmerje proste dolžine večje od 6 in manjše od 9, se bodo pojavile vibracije.
Če razmerje proste dolžine presega 9, lahko gotovo računamo z vibracijami, ki jih ni mogoče odpraviti s klasičnim orodjem.
Z bolj togim orodnim materialom. Glavni vplivni dejavnik je modul elastičnosti. Če jekleno orodno držalo zamenjamo s podobnim držalom iz karbidne trdine, lahko odklon zmanjšamo tudi do 50 %. Ta ukrep lahko kombiniramo s konično obliko vpenjalnega dela orodja.
Praktični nasveti
V nadaljevanju je nekaj praktičnih ukrepov za zmanjšanje ali odpravo tveganja vibracij. Z vsemi se spremeni velikost ali smer delovanja rezalnih sil na rezalno orodje.
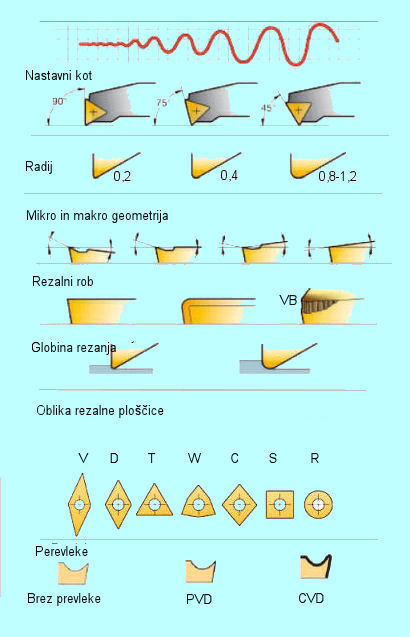
Nastavni kot naj bo blizu 90°.
Manjši radij konice in/ali ostrejši rezalni rob.
Orodje s pozitivno geometrijo.
Manjša globina reza in večje podajanje.
Sprememba rezalne hitrosti.
Zamenjati sistem za vpenjanje orodij.
Sprememba oblike rezalne ploščice
Splošne smernice za rezalne ploščice
Postopek izbire orodja za struženje brez vibracij
Sprememba rezalno hitrost.
Povečanje podajanja.
Zmanjševanje globine rezanja.
Zamenjati rezalno ploščico z manjšim polmerom.
Preveriti vpetje orodja.
Preveriti ali je rezalni rob v višini središča!
Radij konice mora biti čim manjši, manjši od globine reza.
Ploščica z ostro geometrijo – ostri morata biti rezalna geometrija in geometrija rezalnega roba. Odrezavanje bo tako lahkotno, odklon orodja pa bo majhen.
Postopek izbire orodja za frezanje brez vibracij
Izboljšajte stabilnost frezala in obdelovanca.
Sprememba pozicioniranje frezala.
Zmanjšanje proste dolžina orodja.
Zmanjšamo rezalne hitrosti.
Povečanje podajanje.
Zmanjšanje globino rezanja.
Frezalo z manjšim številom zob in manjšega premera z najmanjšo možno prosto dolžino.
Postopek izbire orodja za vrtanje brez vibracij
Preverit je potrebno pritrditev obdelovanca.
Spremenimo podajanje.
Spremenimo rezalno hitrost.
Pri mehkejših materialih zmanjšamo podajanje in povečamo hitrost.