Ta objava naj ne bo sprejeta kot dokončna resnica; vsak naj raziskuje in preverja
Menu
HONANJE
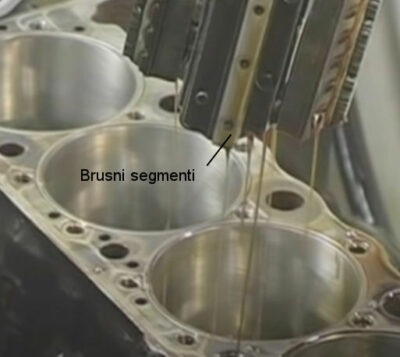
Honanje je postopek fine obdelave z odrezovanjem. Podoben je finemu brušenju, pri katerem se obdelovanec v stiku z orodjem ne segreje in se tako struktura obdelane površine ne spremeni. Glavna razlika med honanjem in brušenjem je tudi v znatno manjši hitrosti orodja pri honanju. Orodje se dotika obdelovanca na veliki površini, zato so ploščinski pritiski orodja precej manjši kot pri brušenju in prerez odrezkov je majhen; rezultat tega je izredno gladka obdelava z nekoliko motno površino. Honamo predvsem luknje za izboljšanje površine (pri motorjih za notranje zgorevanje) ter pri izdelavi zelo kvalitetnih tesnih ali drsnih prilegov dveh strojnih delov.
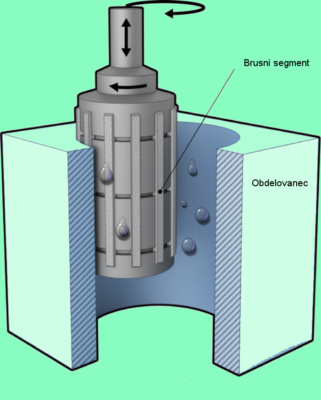
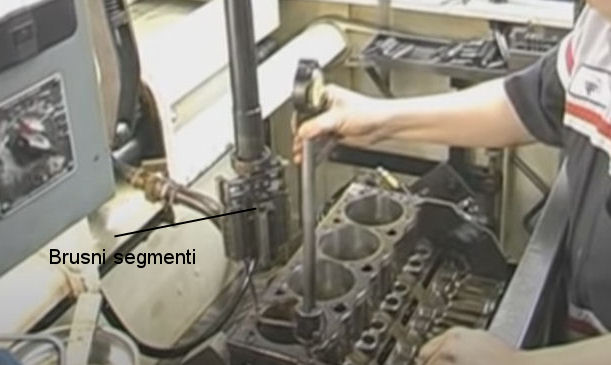
Orodje za honanje lukenj sestoji iz brusnih segmentov, ki jih lahko nastavljamo ročno ali hidravlično na večjem orodju. Brusni segmenti so lahko tudi elastično vpeti. Pri tem načinu je potrebno paziti le na to, kdaj je dosežen želeni premer obdelovanca.
Prednost honanja je v veliki hitrosti obdelave in preprostem načinu dela. Izdelovalna natančnost je od 0,002 do 0,015 mm, hrapavost površine pa od 0,25 do 0,8mm Ra.