1.Duktilnost in sprijemnost.
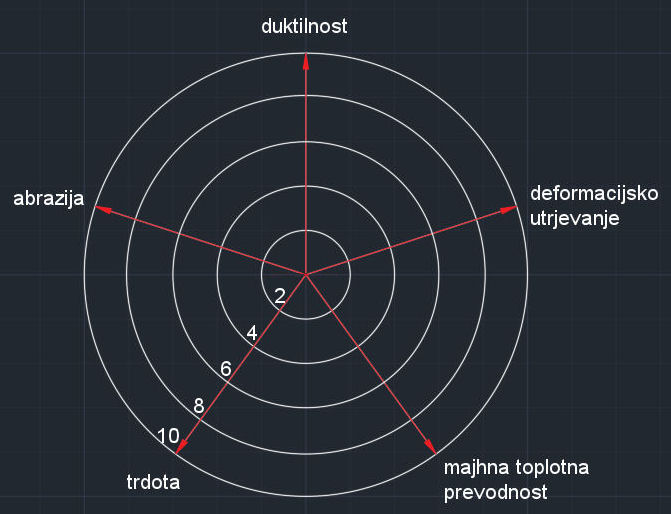
1.Duktilnost in sprijemnost. Duktilnost je lastnost materiala, da prenese plastično deformacijo, ne da bi se zlomil. Večjo deformacijo kot je material sposoben prenesti brez preloma zaradi krhkosti, bolj je duktilen.
Duktilni materiali se lahko močno raztegnejo ali upognejo, preden pride do preloma, kar pomeni, da se ob mehanskem obremenjevanju deformirajo v plastični način in absorbirajo veliko energije.
Tipični primeri duktilnih materialov so kovine, kot so baker, aluminij, in železo. Duktilnost se pogosto meri z raztezkom ali zmanjšanjem preseka materiala po prelomu. Večja duktilnost pomeni, da je material bolj odporen proti nenadnim zlomom in lahko prenese velike deformacije, kar je koristno v inženirskih aplikacijah, kjer je potrebna varnost in vzdržljivost.
Duktilni (visoko duktilni) materiali se med struženjem oz. odrezavanjem pogosto plastično deformirajo, kar lahko povzroči težave, kot so dolgi, zviti odrezki, ki otežujejo odvajanje odrezkov in lahko poškodujejo orodje ali obdelovanec. Takšni materiali zahtevajo poseben način odrezovanja, da se prepreči pregrevanje ali nalaganje odrezkov na rezilo.
Materiali z nizko duktilnostjo (kot so krhki materiali) se ob odrezovanju ponavadi drobijo v kratke odrezke, namesto da bi se plastično deformirali. Kratki odrezki omogočajo lažje odstranjevanje in preprečujejo, da bi se odrezki zvijali okoli orodja. To vodi do bolj nadzorovane obdelave. Primeri so lito železo ali keramika, ki sta sicer trda, vendar ju je zaradi te lastnosti mogoče stružiti brez pretiranih težav z nalepki. Torej – lažje je stružiti material z nizko duktilnostjo.
Nizko duktilni materiali se med obdelavo manj deformirajo, kar omogoča lažji nadzor nad odrezavanjem in kakovostnejšo obdelavo površine.
Po izkušnjah pa so duktilni materiali zelo lepljivi materiali, togi in z velikim pretrgnim raztezkom
Adhezija ali lepljenje med delovnim materialom in rezalnim orodjem (in njegovimi prevlekami) je eno od vedenj, zaradi katerih je postopek rezanja zelo zapleten in ga je velikokrat težko predvideti.. Oprijem je lahko velik problem obdelovalnosti, v nekaterih primerih pa je lahko včasih tudi prednost. Če je trdnost spoja med orodjem in obdelovancem dovolj močna, bo orodje zaščiteno pred obrabo in tako dolgo življenjsko dobo orodja. Če je vez šibkejši in se nakopičeni material nalaga neredno, lahko pride do zelo progresivne in hitre obrabe. Razlika med tema dvema primeroma je lahko zelo majhna. Le zelo majhne razlike v lastnostih materiala lahko dramatično vplivajo na funkcionalnost postopka rezanja.
Material, ki se na rezalni rob lepi slabo, le za kratek čas in pogosto odpade, privede do hitre in progresivne obrabe rezalnega orodja, ki jo imenujemo adhezivna obraba.