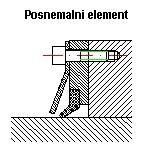
Vpenjanje obdelovancev
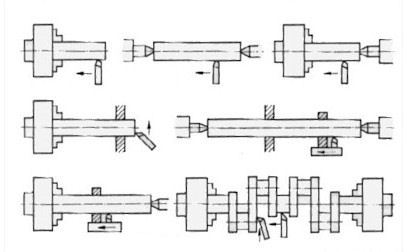
Obdelovanec je pri struženju lahko vpet na različne načine :
samo enostransko v vpenjalni glavi ali v vpenjalni stročnici
med dvema konicama
enostransko in na drugi strani podprt s konico
enostransko in blizu druge strani podprt z lineto
med dvema konicama in vmes dodatno podprt z eno ali več linetami
enostransko in na drugi strani podprt s konico, vmes pa še dodatno podprt z lineto
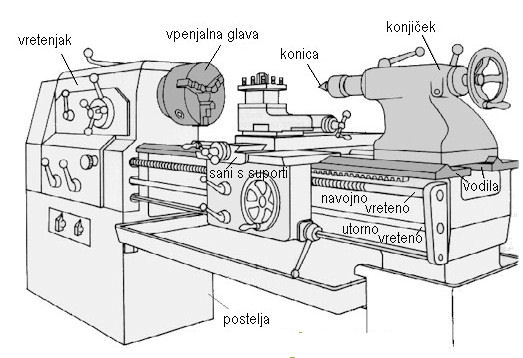
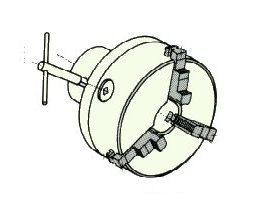
Vpenjanje z vpenjalno glavo
Hitro vpenjanje obdelovancev, čeprav ne najnatančnejše, opravimo na stružnici s pomočjo tri ali štiričeljustnih obdelovalnih glavah . Vpenjalno glavo privijemo ročno na glavo glavnega vretena.
Vpenjalna glava ima v notranjosti arhimedovo spiralo, ki pomika čeljusti.
Arhimedovo spiralo vrtimo s pomočjo stožčastega zobnika. Slabost te glave je obraba spirale, zato postane lahko sčasoma netočna. Prednost pa je v tem, da dobimo veliko vpenjalno silo.
Vpenjanje nesimetričnih obdelovancev
Včasih obdelujemo tudi nesimetrične obdelovance, ki jih vpenjamo v plano ploščo. Na glavo glavnega vretena jo privijemi kot vpenjalno glavo. Na plani plošči so štiri (za razliko od vpenjalne glave) med seboj neodvisne čeljusti, ki jih lahko premikamo vsako zase. Nasprotna masa nam služi za balansiranje.
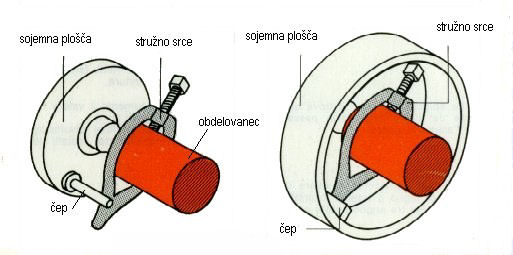
Vpenjanje med konicami
Ta način vpenjanja uporabljamo za dolge valjaste obdelovance. Na obdelovanec pritrdimo stružno srce, ki se z enim delom naslanja na sojemno ploščo s čepom. Prek čepa se vrtilno gibanje iz delovnega vretena prenaša na obdelovanec.
Če hočemo stružiti obdelovance med konicami, moramo obdelovancu izvrtati središčno gnezdo, le-ta pa so standardizirana. Središčno gnezdo sestoji iz luknje in vgreznine, ki ima pri lažjih obdelovancih kot 600 pri težjih pa 900. Naredimo jih s pomočjo središčnega svedra.
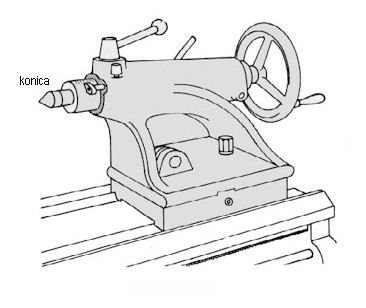
Na drugi strani pa se obdelovanec naslanja na konico v konjičku.
Vpenjanje med konicami je natančnejše od vpenjanja v vpenjalni glavi, je pa zato zamudnejše.
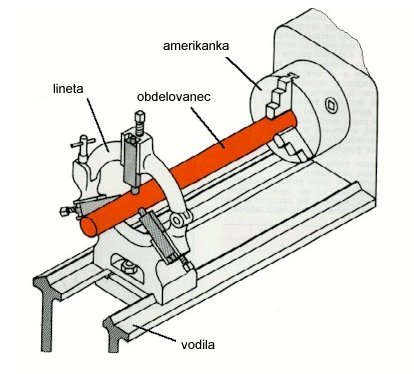
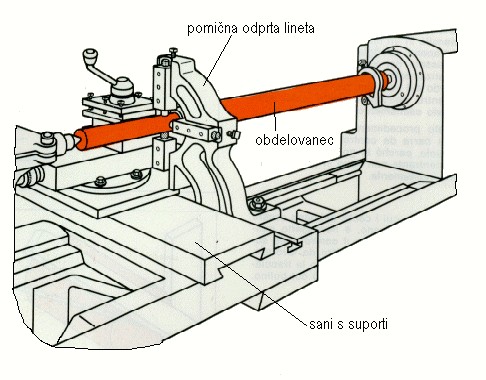
Linete
Dolge obdelovance dodatno podpremo tudi z linetami. Poznamo pomične, ki jih pritrdimo na sani. Te so ponavadi odprte, kar pa ni nujno.
Fiksne linete, ki jih pritrdimo na posteljo, so običajno zaprte.
.