Ta objava naj ne bo sprejeta kot dokončna resnica; vsak naj raziskuje in preverja
Menu
STRUŽENJE
Struženje uvrščamo med konvencionalne, enorezilne, neprekinjene postopke odrezavanja, s konstantnim prerezom odrezka.
Struženje je najbolj razširjen postopek odrezavanja za obdelavo obdelovancev valjastih oblik, možno pa je stružiti tudi ravne ploskve in celo nekatere neokrogle oblike, če orodje med delom niha.
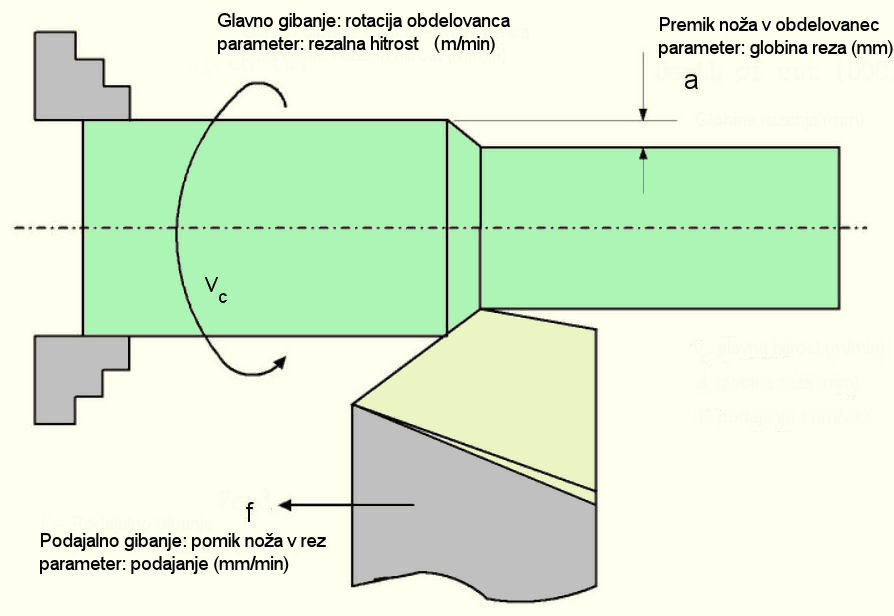
Rotacijsko površino obdelujemo tako, da se obdelovanec vrti (glavno gibanje) , orodje pa se giblje vzporedno ali pravokotno (podajalno gibanje) glede na obdelovanec in iz njega odrezuje odvečen material.
Pri struženju poljubne oblike, lahko orodje sledi neki krivulji. Za struženje velja, da je to enorezilen postopek odrezovanja, kar pomeni, da je orodje sestavljeno samo iz enega rezila
Zaradi cenenosti in številnih možnosti je struženje eden izmed najbolj razširjenih postopkov v kovinsko predelovalni industriji, uporablja pa se tudi tako v lesni industriji.
Struženje se uporablja za izdelavo rotacijskih, tipično osno simetričnih delov, ki imajo zelo različne oblike, kot so luknje, žlebovi, navoji, zareze, konice, valjasta telesa z različnimi premeri po dolžini in enakomerne stožčaste oblike.
Struženje se pogosto uporablja tudi kot sekundarni proces, pri končni obdelavi polproizvodov, ki so bili predhodno narejeni z drugimi postopki.
Dosegljiva natančnost pri struženju je :
fino struženjeIT 7..IT8
zelo grobo struženje IT11..IT14
Točnost zagotavljata predvsem obdelovalni stroj in način krmiljenja gibanj obdelovalnega stroja
Ločimo grobe in fine obdelave. Cilj prvih je odstranitev čim večje količine materiala na časovno enoto s čim nižjimi stroški, izbrani rezalni parametri pa so zato tako visoki, kot jih dopuščajo stroj, rezalno orodje in obdelovanec.
Pri finih obdelavah je drugače, saj morajo izpolnjevati tudi zahteve glede točnosti dimenzij, lastnosti površine izdelka idr. Zanje zato izbiramo manjše vrednosti podajanja in globine rezanja, kakor tudi razmeroma visoke rezalne hitrosti.
Rezalni parametri za grobe in fine obdelave so tesno povezani tudi s težavnostjo obdelave materiala. Ni nenavadno, da so rezalni parametri, ki so najprimernejši za grobo obdelavo enega materiala, hkrati tudi najboljša izbira za fino obdelavo drugega materiala. Rezalni parametri so odvisni od obdelovanega materiala, obdelovalnega postopka, stopnje prekinjenosti procesa odrezavanja, pričakovane obstojnosti orodja, geometrije obdelovanca, zahtevane ravni kakovosti obdelave ter stabilnosti procesa in obdelovalnega sistema, nenazadnje pa tudi od razpoložljivih orodnih materialov in geometrij.
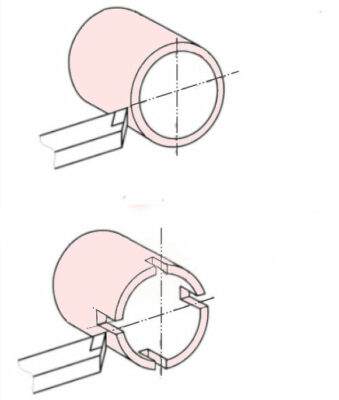
Pri struženju je rezalno orodje med postopkom obdelave v stalnem stiku z obdelovancem ter se parametri in pogoji odrezavanja ne spreminjajo. Tak tip obdelave imenujemo neprekinjena obdelava.
Obstaja tudi prekinjeno struženje, katero se pa smatra kot zelo težka obdelava in se jo izogibamo.
Neprekinjeno (zgoraj) in prekinjeno (spodaj)struženje
VRSTA STRUŽENJ
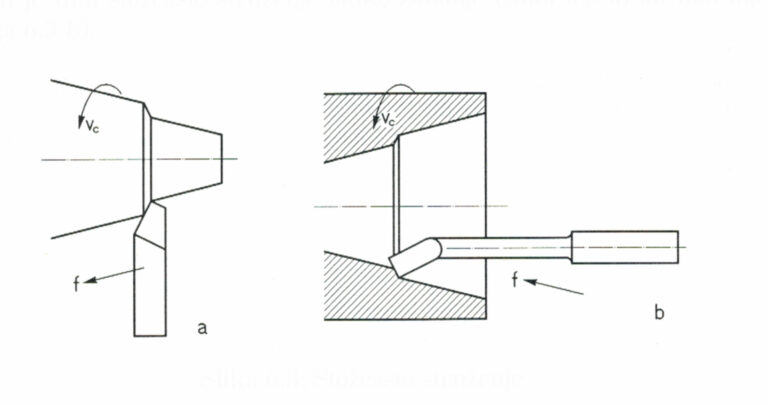
Če se giblje nož vzporedno z osjo obdelovanca, je to vzdolžno struženje.
Vzdolžno zunanje in notranje struženje Vir: H. Muren, Odrezavanje
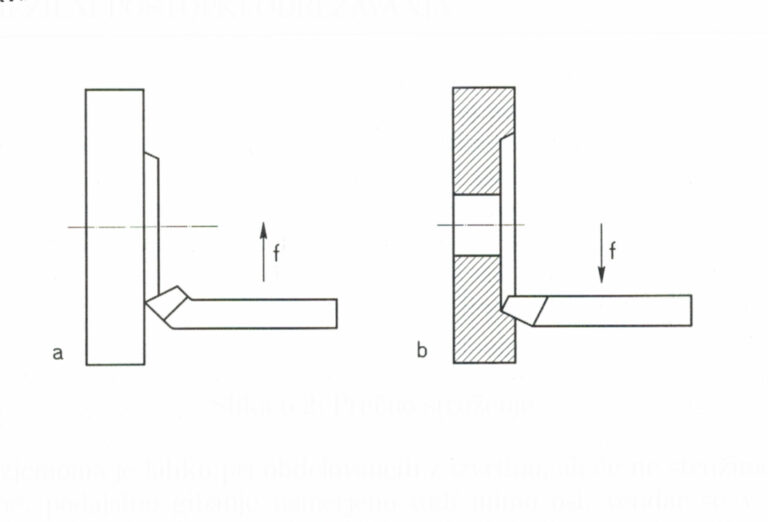
Pri prečnem struženju se nož giblje pravokotno na os obdelovanca .
Prečno struženje
Vrtljaji so konstanti. Pomeni, da se hitrost z približevanju centru zmanjšuj
Hitrost je konstantna, pomeni , da se obdelovanec vedno hitreje vrti pri približevanju orodja centru
Prečno zunanje in notranje struženje Vir: H. Muren, Odrezavanje
Če se orodje giblje premočrtno vendar poševno proti osi obdelovanca, je to stožčasto struženje.
Stožčasto zunanje in notranje struženje Vir: H. Muren, Odrezavanje
Za struženje poljubnih nepravilnih, kompliciranih oblik uporabljamo kopirno struženje. Pri tem načinu se orodje giblje v vzdolžni in prečni smeri.
Kopirno struženje Vir: H. Muren, Odrezavanje
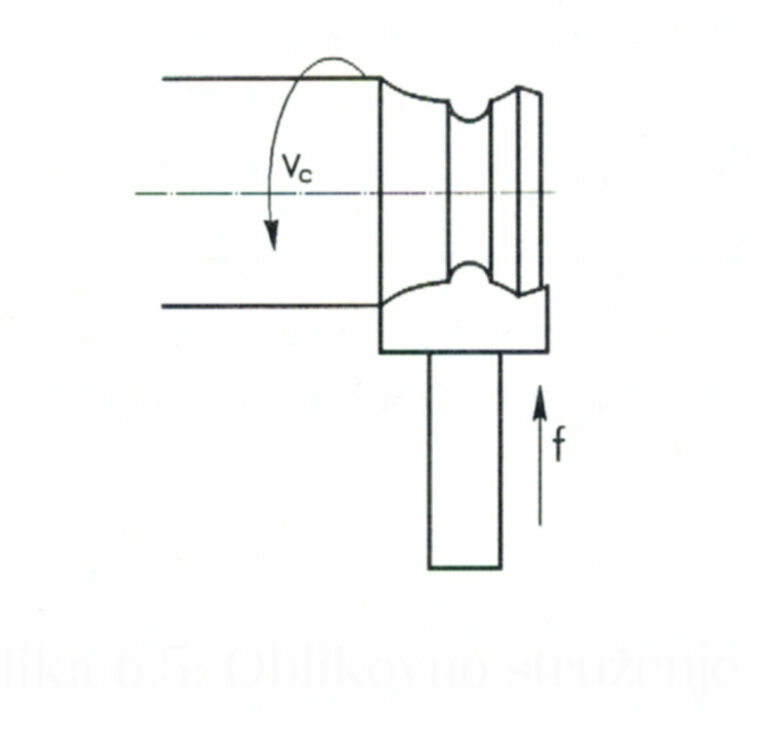
Enake komplicirane oblike pri krajših obdelovancih dobimo tudi z varianto prečnega struženja, pri kateri uporabljamo posebne oblikovne tangencialne nože. To vrsto struženja lahko imenujemo tudi profilno struženje .
Profilna noža, levo je še nov nož in desno pobrušen nož po 10.000 kosih obdelave
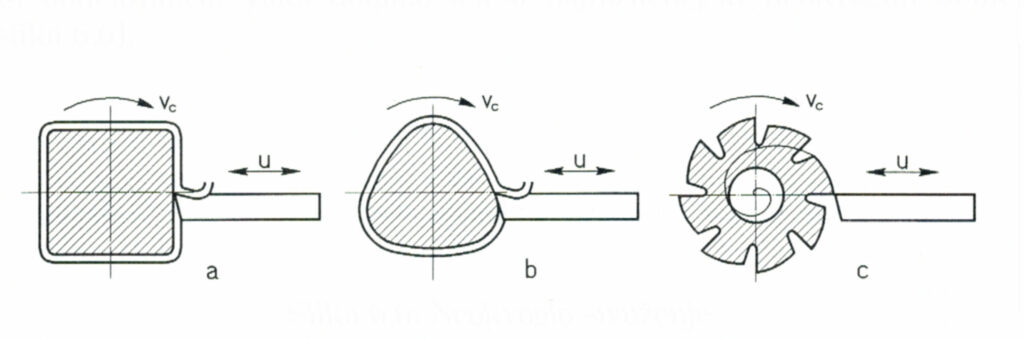
Pri struženju neokroglih oblik orodje še dodatno niha v radialni smeri. Podstruževanje uporabljamo za izdelavo profilnih frezalje .
Struženje neokroglih oblik Vir: H. Muren, Odrezavanje
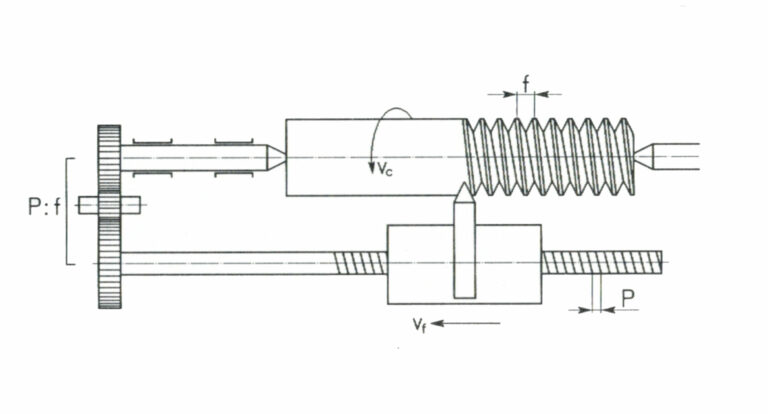
Pri struženju navoja morata biti vrtenje obdelovanca in pomik noža med seboj usklajena. Za vsak vrtljaj obdelovanca se mora nož pomaknit za en korak navoja.
Struženje navoja; Vir: H. Muren, Odrezavanje
ORODJA ZA STRUŽENJE
Orodja za struženje so enorezilna, sestavljena iz rezila in držala. Držalo je iz cenejšega konstrucijskega jekla, rezilo je iz rezalnega materiala v obliki rezalnih ploščic je mehansko pritrjeno na držalo.
Ploščice cca. 12x12mm, debele 5mm so rang cca. 10 evrov, keramične 15 evrov, cbn 100 evrov, diamant od 200 naprej.
Podložne ploščice pod ploščicami ščiti držalo pred vročimi odrezki. Ploščica je zato tudi bolj stabilna
Pri pritrjevanju ploščic ne uporabljajte nobenih cevi, vzvodov, klešč ali drugih pripomočkov. Za pritrditev vedno zadostuje že sila roke.
Manjša orodja za nezahtevna dela na klasični stružnici so lahko narejena v celem iz hitroreznega jekla, ki jih zbrusimo iz enega kosa. .
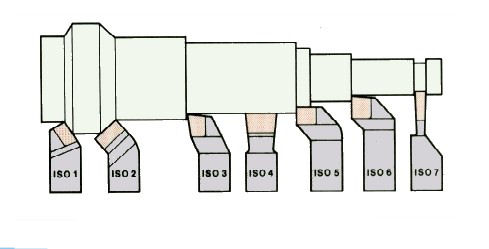
Večinoma so v rabi stružni noži z rezilom iz rezalnih ploščic. Oblika stružnih nožev je standardizirana.
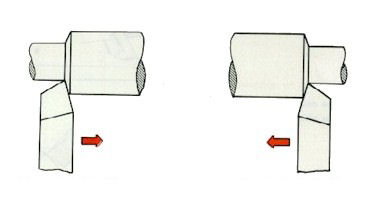
Pri večini nožev lahko ločimo med levim in desnim stružnim nožem. Desni nož pušča na valju sledi v obliki desne vijačnice, levi pa v obliki leve vijačnice.
Levi in desni stružni nož
Stružni noži za zunanje struženje
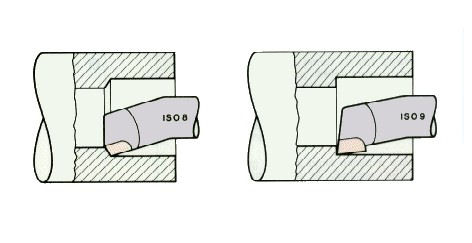
Stružni noži za notranje struženje
Oblika rezalnih ploščic
Področja uporabe rezalnih ploščic glede na obliko
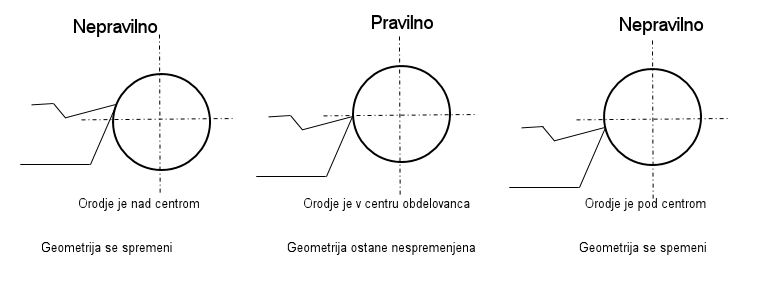
Rezalni rob orodja mora bit na sredini obdelovanca, ker je s tem zagotovljena pravilna geometrija orodja. Samo 1mm odstopa, pa dobimo povsem zgrešeno geometrijo. To povzroča večjo obrabo proste ploskve, večje rezalne sile, večja možnost loma orodja in zato krajša življenjska doba orodja.
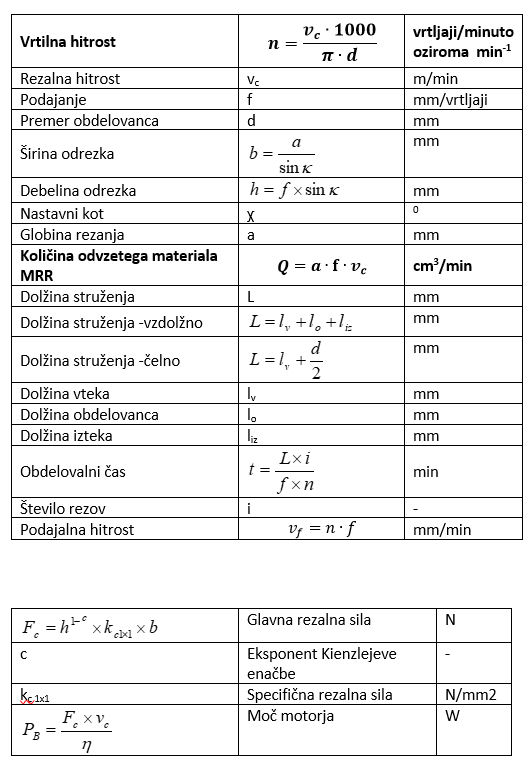
Parametri pri struženju
Parametri struženja, ki jih podajajo proizvajalci orodij so približni. Lahko jih zvišamo, s tem povečamo produktivnost in zmanjšamo obstojnost orodij, ali pa jih znižamo in tako povečamo obstojnost orodja, zmanjšamo pa produktivnost.
Optimalno strategijo si vsako podjetje, glede na lastne izkušnje, samo izbere.
Vir: Walter tools; Prikaz izračuna rezalnih parametrov za vzdolžno struženje, Obdelovanec C45, premer surovca 62mm, premer izdelka 58 mm in dolžina struženja 100mm