Za oceno ustreznosti posameznih delovnih pogojev navadno zadoščajo dobljene vrednosti zbrane v literaturi. Zaradi spremenljive kvalitete posameznih materialov tako dobljene vrednosti vsekakor odstopajo in v izrednih primerih je potrebno realne vrednosti določiti s preizkusom.
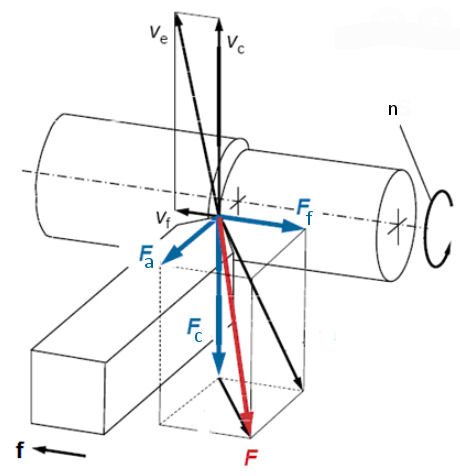
Ker ima rezalna sila F neko splošno smer v prostoru, z njo ni mogoče neposredno računati, zato jo razstavimo na tri komponente :
glavna sila Fc , deluje v smeri rezalne hitrosti.
pasivna sila Fa , deluje nasproti pristavitve orodja.
podajalna sila Ff , deluje v nasprotni smeri podajalnega gibanja.
Predpostavka je, da so rezalne sile statične, torej da se pogoji med odrezavanjem in rezalno orodje ne spreminjajo, rezalne sile pa so konstantne in niso funkcija časa. Rezalne sile so v resnici vedno dinamične zaradi nezvezne narave procesa oblikovanja odrezkov.
.
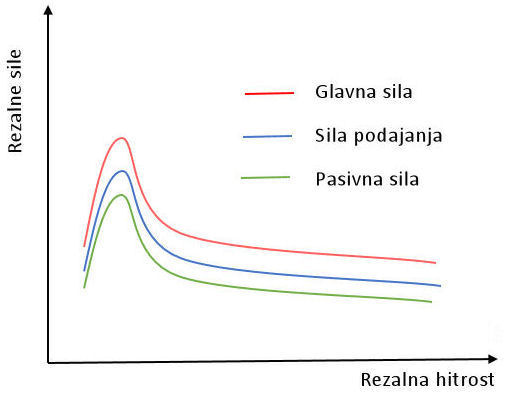
Rezalna hitrost
Pri velikih rezalnih hitrostih rezalne sile s povečevanjem rezalne hitrosti nekoliko zmanjšajo. Pri manjših rezalnih hitrostih beležimo močno odvisnost med rezalnimi silami in rezalno hitrostjo. Če začnemo obdelavo z zelo majhno rezalno hitrostjo in jo nato postopno povečujemo, se povečujejo tudi rezalne sile. Pri še večjih rezalnih hitrostih se rezalne sile nato začnejo spet zmanjševati. Močno odvisnost med rezalnimi silami in rezalnimi hitrostmi v območju majhnih hitrosti pojasnjujemo z nalepkom (Salomon, 1931, nemški patent št. 523594). Nalepek je zelo škodljiv za proces odrezavanja in ena od njegovih posledic so tudi umetno velike rezalne sile v tem območju. Nalepku se zato skušamo izogibati in ob izbiri ustrezne rezalne hitrosti ne bo opaznejšega vpliva rezalne hitrosti na rezalne sile. Rahlo zmanjšanje sil se pojavi zaradi zmehčanja obdelovanega materiala pri visokih temperaturah.
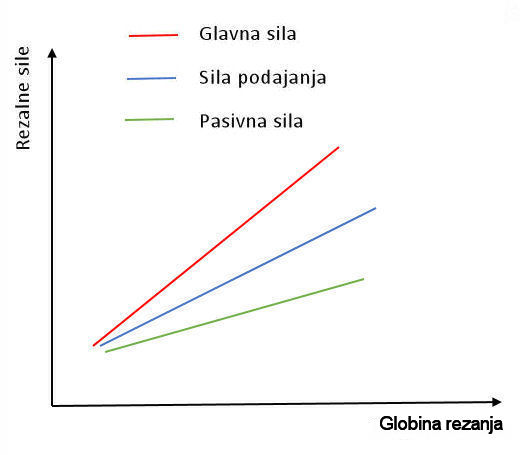
Globina reza
Večja ko je globina reza, večje so rezalne sile. Vsaka sprememba globine reza prinese linearno sorazmerno spremembo komponent sil.
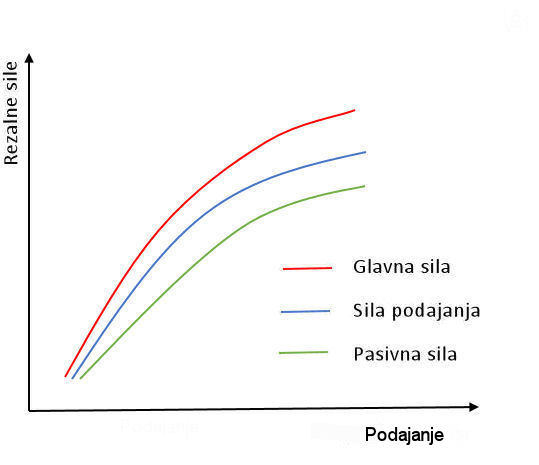
Podajanje
Večje ko je podajanje, večje so rezalne sile, odvisnost pa je nelinearna. Ob povečanju podajanja se povečajo tudi rezalne sile, vendar v manjši meri, kot če bi povečali globino reza. Če dodatno povečamo že tako veliko podajanje, bo dodatno povečanje sil relativno manjše.
Pri nalogah, ki zahtevajo majhne sile in visoko stopnjo odvzema materiala (mm3/min), se kot rešitev ponuja kombinacija večjega podajanja ter manjše ali srednje globine reza. S tako kombinacijo dosežemo večjo vrednost stopnjo odvzema materiala pri manjših rezalnih silah.
Vse omenjene meritve so bile opravljene z istim rezalnim orodjem, rezalni rob pa ni bil obrabljen. Če spremenimo rezalno orodje in upoštevamo obrabo rezalnega roba, lahko ugotovimo tudi nekatere druge odvisnosti.
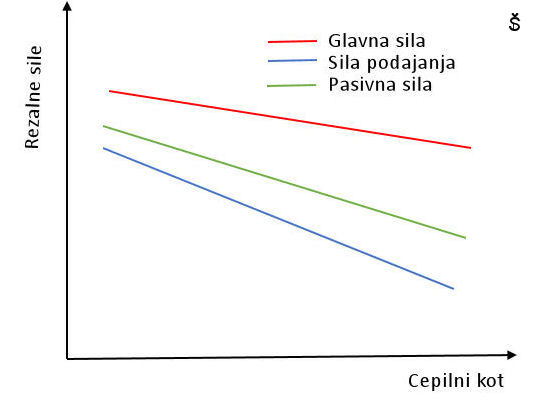
Cepilni kot
Ko se poveča cepilni kot rezalnega orodja, se rezalne sile zmanjšajo. Odrezavanje z ostrejšimi orodji poteka bolj gladko, kar se odraža tudi v rezalnih silah. Odvisnost med cepilnim kotom in rezalnimi silami je linearna.
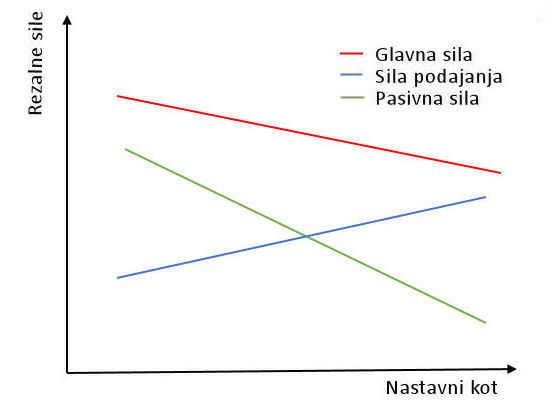
Nastavni kot
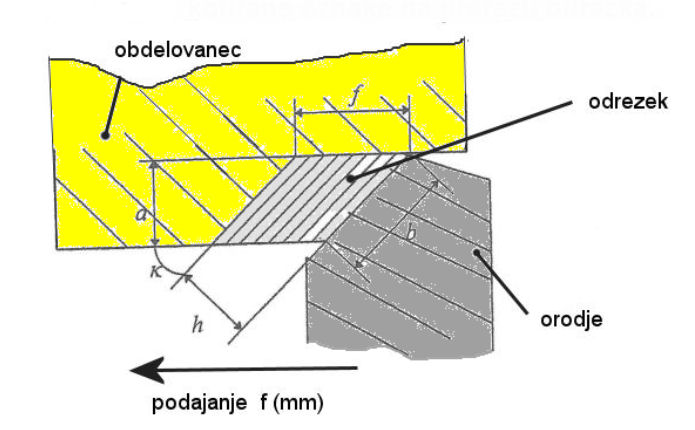
S povečanjem nastavnega kota se zmanjšata glavna rezalna sila in pasivna sila, poveča pa se po- dajalna sila. Ob spremembi nastavnega kota pri nespremenjeni globini reza in podajanju se spremenita širina reza in debelina odrezka, s tem pa tudi sile pri rezanju.
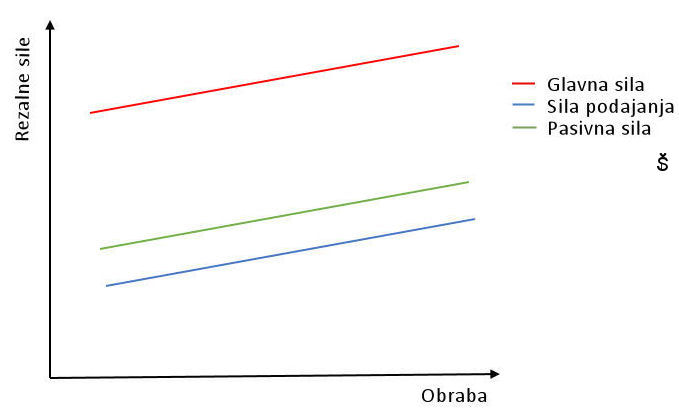
Obraba
Večja ko je obraba rezalnega roba, večji je pritisk med rezalnim robom, odrezkom in obdelovancem, posledično pa so večje tudi rezalne sile.
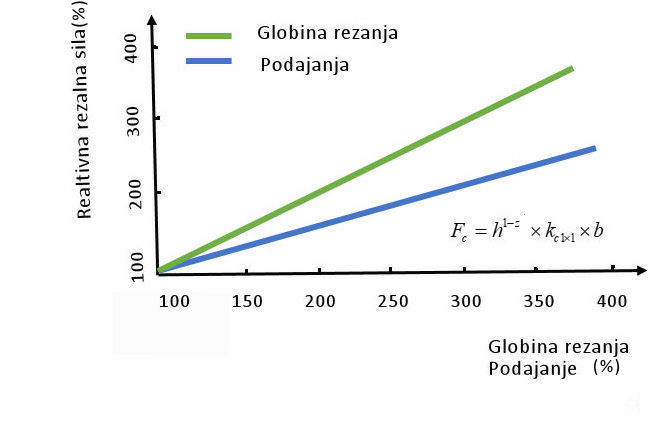
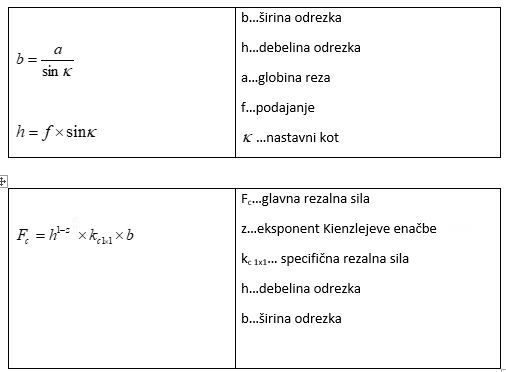
Model, ki je bil oblikovan na podlagi meritev rezalnih sil in se danes najpogosteje uporablja za izračune v zvezi z rezalnimi silami, se imenuje Kienzlejev model. Model izhaja iz nasled-njih ugotovitev:
Rezalna hitrost (pravilno izbrana, tako da ni nalepka) nima opaznejšega vpliva na rezalne sile.
– Vpliv globine reza je linearen. Večja ko je globina reza, večje so rezalne sile.
– Vpliv podajanja je eksponencialen. Večje podajanje je povezano z večjimi rezalnimi silami, odvisnost pa ni linearna.
– Vpliv materiala obdelovanca je v modelu zajet s t.i. specifično rezalno silo kc11. To je rezalna sila, ki bi jo izmerili s standardiziranim rezalnim orodjem pri 1mm globini reza in 1 mm podajanju.
Kienzlejev model rezalnih sil (graf prikazuje značilen primer)