PREVLEČENI REZALNI MATERIALI
Lastnosti HSS jekel in KT izboljšamo z raznimi prevlekami. Te prevleke lahko nanesemo na kemičen način ali na način vakuumske depozicije. Kemični načini se opuščajo, ker spremenijo strukturo in sestavo osnovnega rezalnega materiala. V začetku 80. let so izumili vakuumske postopke, ki ne spremenijo strukture osnovnega materiala.
Debelina prevlek je 1-20 μm, odvisno od namena. Tanke prevleke (1-5 μm) nanašamo s tehniko fizikalnega nanašanja iz parne faze PVD, za debelejše (4-20 μm) pa se uporablja tehnika kemičnega nanašanja iz parne faze CVD
Vrste in lastnosti trdih prevlek
Nanašanje trdih prevlek na različna rezalna orodja ima v odrezovalni tehniki velik pomen.
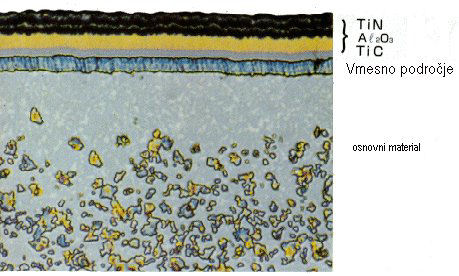
- titanov karbonitrid TiCN
- titanov karbid TiC
- titanov nitrid TiN
- aluminijev oksid Al2O3.
Danes se uporablja večinoma večplastne prevleke.

Lastnosti zaščitne prevleke:
- finozrnatost trdih prevlek zmanjšuje trenje pri odrezovanju (manjše segrevanje pri večji hitrosti)
- velika trdota na površini, kar povečuje odpornost proti obrabi.
- Preprečujejo adhezijo, ustvarjanje nalepka na rezalnem robu
- Učinkuje kot difuzijska prevleka (difuzija je prehajanje kemičnih elementov)
- majhna toplotna prevodnost, da se neposredno zaščiti osnovni material pred pregretjem- povečanje kemične in termične stabilnosti


Pomanjkljivosti trdih prevlek:
Hitrosti odrezovanja orodij, na katera so nanešene trde prevleke, so bistveno večje od tistih, ki jih dopušča osnovni material orodja. Vendar se trda prevleka sčasoma obrabi in ker osnovni material ne prenese tako velike hitrosti, lahko pride celo do loma orodja…
Postopek nanašanja trdih prevlek
Šele v osemdesetih letih je z razvojem posameznih vakuumskih tehnik nanašanja postalo mogoče uspešno industrijsko nanašati trde zaščitne prevleke tudi na orodja.
Postopek fizikalnega nanašanja v vakumu – PVD, ki poteka pri temperaturi okoli 550oC, je predvsem primeren za nanašanje trdih prevlek na orodja iz hitroreznega jekla.
Površina orodij mora biti kemično čista, debelina prevleke pa je običajno od 3…5m m.
Pomanjkljivost procesa je v majhni hitrosti nanašanja (1m m na uro).
CVD – kemični način nanosa prevleke. Posebne peči, v to peč dovajamo ustrezno kombinacijo plina.
Prevleka CVD se nanese na površino pri temperaturi okrog 1000 °C.
Postopek CVD se uporablja za izdelavo debelejših prevlek, ki zagotavljajo visoko obstojnost proti abrazivni obrabi.
PVD prevleke so veliko tanjše 5 mikronov napram CVD prevlekam 20 mikronov. Po večini se več uporabljajo PVD prevleke, ker so tanjše je orodje ostrejše in so bolj žilave kot CVD prevleke
- Za struženje v skupini P z visoko stopnjo toplotne stabilnosti, kjer ni potrebe po visoki žilavosti, se lahko uporabi običajna prevleka CVD (debeline približno 20 μm).
- Za fino obdelavo nerjavnega jekla v področju uporabe M je primerna prevleka PVD, saj sta ostrina in visoka stopnja žilavosti bistveno pomembnejši od visoke obstojnosti rezalnega roba proti obrabi.
- Rezalna orodja iz karbidne trdine imajo pogosto prevleke PVD. Poleg tega, da morajo biti rezalni robovi za tanke odrezke zelo ostri, so lahko prisotne tudi stroge zahteve v zvezi s tolerancami mer orodja. Pri prevlekah PVD imamo možnost, da dele rezalnega orodja ustrezno zaščitimo pred neželenim nanosom prevleke, medtem ko se lahko pri postopku CVD zgodi, da mere pritrdilnih ploskev izpadejo iz tolerančnega polja, ko se nanje naloži prevleka.
| HSS | Trda kovina | TiC | TiN | TI(C,N) | TiAlN | CrN | Al2O3 |
Barva | Srebrno metalna | Zlata | Temno siva | Antracit | Srebrno metalna | Črna | ||
Mikrotrdota HV 0.05 | 1000 | 1200-1700 | 3100 | 2300 | 2600-3400 | 2400-3300 | 1900 | 2300 |
Trdota HV pri 800°C | – | 600-800 | 500-700 | 700-800 | 600-800 | 900-1200 | ||
Oksidacijska odpornost | zmerna | zmerna | zmerna | dobra | zmerna | zelo dobra | zelo dobra | zmerna |
Top. prevodnost W/mK | 90 | 30 | 39 | visoka | 50 | 25 | ||
Delovna temperatura | 450°C | 350°C | 800°C | 600°C | visoka | |||
Tipična področja uporabe | Abrazivno odporen | Preoblikovanje pločevine Dekoracija Indikator obrabe | Preoblikovanje pločevine Navoji Prekinjeno odrezavanje | HSC obdelava Suho odrezavanje Navoji Obdelava v trdo | Boljša adhezija Plastika Preoblikovanje Korozijska zaščita | Litine, jekla Suho odrezovanje Težko obdelovalni materiali |